北落店村全封闭式声屏障施工专项方案质量保证措施
【摘要】为确保本工程质量目标的实现,成立质量管理领导小组,由项目经理任组长,总经济师和副经理任副组长,各部门负责人任组员组成。
15.1质量保证体系
为确保本工程质量目标的实现,成立质量管理领导小组,由项目经理任组长,总经济师和副经理任副组长,各部门负责人任组员组成。管理组织机构如下图:
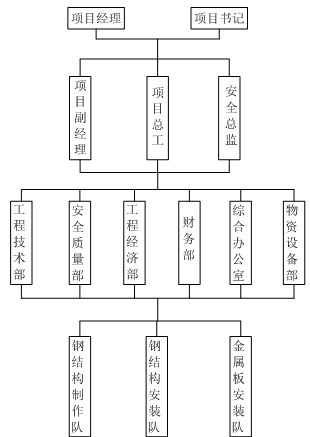
图15.1-1 质量保证体系机构图
15.2工程保证技术措施
15.2.1测量工序质量保证措施
在测量前,对所涉及的仪器,如全站仪、水准仪、塔尺、钢卷尺等测量工具进行检验,合格后方可投入到测量施工中。
测量过程中严格按照GB50026-2007《工程测量规范》中的相关规定进行测量,并实行复核制度,做到点点有复核,前一步未检核合格,不进行后一步的测量。
对施工过程中用到的全部测设数据(如坐标值、高程值),进行计算,并交由测量主管负责人复核,形成测量技术文件,最后经监理工程师认证,方可投入使用。
由于施工现场人流较多,需定期对轴线控制桩进行复核,防止因人为原因变动导致桩位位移或受破坏,影响测量的精度。
15.2.2钢结构加工质量保证措施
钢构件加工所用钢材严格按设计及规范要求进行检验。钢结构焊接施工前,必须进行试焊,按制定焊接施工工艺进行焊接。
优化钢构件加工方案,重点控制下料、焊接工艺、涂装、防腐。对钢构件的加工、制作、拼装、焊接等施工工艺编制详细的作业指导书,并对各特殊工种进行严格的岗前培训。编制钢构件制造和安装的专项方案,组织专家评审后实施。
采用计算机仿真、自动化控制技术下料、切割和焊接;设计特殊胎架,进行面板加工和节段组拼;在焊接方法方面,对于正面的平焊缝选择生产效率高、焊缝成型好、焊接质量稳定的埋弧自动焊进行焊接,其他焊缝优先采用自动化程度较高的CO2气体保护焊配合焊接成型和质量较好的药芯焊丝施焊。
钢结构在加工过程中,严格按设计要求的各项技术指标进行控制、验收,严格执行工艺流程细则,严格把关原材料,焊缝全覆盖进行探伤检验。
钢结构安装时严格按设计技术指标要求控制线型和现场焊接质量,因施工需要,需在钢结构上开孔或加焊构件必须事先和设计单位商量。
建立监控量测、测量定位控制网和测站,选用精度符合要求的测量仪器设备,编制并严格执行测量方案。
15.3.3 钢结构施工质量保证措施
组织经认证的操作工人制造,进行焊接工艺评定后正式开始制造。
采用计算机仿真、自动化控制技术下料、切割和焊接;设计特殊胎架,进行面板加工和节段组拼;在焊接方法方面,对于正面的平焊缝选择生产效率高、焊缝成型好、焊接质量稳定的埋弧自动焊进行焊接,其他焊缝优先采用自动化程度较高的CO2气体保护焊配合焊接成型和质量较好的药芯焊丝施焊。
严格执行工艺流程细则,严格把关原材料,焊缝按等级进行探伤检验。
建立监控量测、测量定位控制网和测站,选用精度符合要求的测量仪器设备,编制并严格执行测量方案。
现场焊接时必须采取可靠的防风防雨措施,在焊接作业区设置可移动的风雨棚,消除风雨对焊接质量的影响。
对施工过程中用到的全部测设数据(如坐标值、高程值),进行计算,并交由测量主管负责人复核,形成测量技术文件,最后经监理工程师认证,方可投入使用。
优化加工方案,重点控制下料、焊接工艺、涂装、防腐。对钢结构焊接、提升等关键施工工艺编制详细的作业指导书,对各特殊工种进行严格的岗前培训。
工程材料按规范要求取样送具有检验资质的单位检验,合格出具书面文字认证后才进入制作、放样、裁板工序。
钢结构的焊接质量要求高,因此,要求每批钢结构焊接前,须进行试焊,在试焊合格后才能进行焊接施工。严格控制规定的焊接电流、电弧电压、及焊缝高度施工,按规范进行焊缝条件与质量检查,防止焊接残余应力。



