
- 首页 >
- > 316l不锈钢焊接管
更新时间:2026.04.18





以后有 316L 的焊接件一定要按此工艺执行。焊工资质需由《奥氏体不锈钢合格证》。 316L 不锈钢管道焊接工艺 1.焊接准备 焊接方法 :根据不锈钢的焊接特点,应尽可能减小热输入量,一般采用手工电弧焊、钨极氩弧焊 两种方法,Φ> 100 mm的采用氩弧焊打底加电弧焊填充盖面。Φ≦ 100 mm且壁厚小于 5mm的管 道采用全用氩弧焊,壁厚大于等于 5mm的管道采用氩弧打底,电弧焊填充盖面。 电焊机 : 由于不锈钢焊接易产生引弧夹钨和收缩气孔需要配备高频引弧和电流衰减特性的专用 氩弧焊机。 焊材 :焊丝采用Φ PP-TIG316L,焊条采用 :Φ,使用前焊丝表面去除氧化层和油污使用丙酮或酒 精揩干净;焊条应 200-250 ℃烘干 1h,存放保温筒内随取随用。 焊接电流 :不锈钢导热效率低,约为碳钢的 1/3,电阻率约为碳钢的 5 倍,线膨胀系数比碳钢约 大 50%,密度大于碳钢,因此焊接
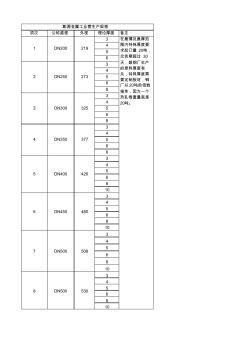
项次 公称直径 外径 理论厚度 备注 3 4 5 6 3 4 5 6 8 3 4 5 6 8 3 4 5 6 8 3 4 5 6 8 10 3 4 5 6 8 10 3 4 5 6 8 10 3 4 5 6 8 10 在最薄及最厚范 围内特殊厚度要 求起订量 20吨, 交货期超过 30 天,跟钢厂生产 的原料厚度有 关,特殊厚度需 要定制板材,钢 厂以 20吨的倍数 接单,因为一个 热轧卷重量就是 20吨。 6 480 325 7 508 8 530 DN200 DN250 彰源金属工业管生产规格 4 377 5 426 1 219 2 273 3 DN500 DN500 DN300 DN350 DN400 DN450
热门知识
316l不锈钢焊接管-
话题: 装修工程zhudragonzhu
-
话题: 工程造价winfly2001
精华知识
316l不锈钢焊接管-
话题: 地产家居oyangliou002
-
话题: 室内设计yang5461811
最新知识
316l不锈钢焊接管-
话题: 地产家居151****1786
-
话题: 暖通空调caihonhlhk
专题概述
316l不锈钢焊接管知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关316l不锈钢焊接管最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:316l不锈钢焊接管
相关话题
资料下载
相关资讯
316l不锈钢焊接管相关专题
- 岳州帝苑小高层31楼价格
- 天华绿谷庄园31号楼房价
- 三极管tip41c与tip31c相同
- L06J002内墙4棚31如何套定额
- 内墙31怎么套定额
- 31层消防工程造价要多少钱
- 门窗密封条崔氏31
- 2018年12月31日房产税表
- 房屋建筑与装饰工程消耗量定额TY01+B4341-31-2018
- 房屋建筑与装饰工程消耗量定额TY01-31-2018
- 316L不锈钢复合钢管焊接工艺和性能研究
- 304、316和316L三种不锈钢的性能比较及典型用途
- 316L机械复合管焊接接头CO2腐蚀行为研究
- TER屏蔽模块前端盖板316LN真空电子束焊接工艺研究
- 地下咸水阴离子协同作用对316L不锈钢耐蚀性能的影响
- 316L不锈钢25~300℃动态拉伸及流变应力计算
- 316L不锈钢强流脉冲电子束表面钛合金化及其耐蚀性
- 304和316L管材在两类模拟介质中晶间腐蚀形貌
- 316L不锈钢管规格表316L不锈钢管理论计算公式
- 316L不锈钢薄板脉冲激光焊工艺参数及接头组织特征
- 316L不锈钢/铜梯度复合材料微观组织与成分分布
- 316L不锈钢板TIG对接焊温度场及应力场数值模拟
- 奥氏体不锈钢316L与T91小径管钢焊接工艺
- TP316L+Q235不锈钢复合钢板焊接工艺
- 压力变送器316L不锈钢、压力传感器
- SLM工艺参数对316L不锈钢试件拉伸性能的影响
- 不锈钢焊接管在电站给水加热器及冷凝器上的应用