




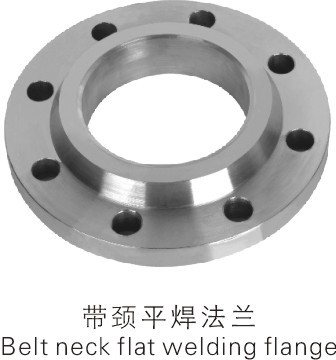
不锈钢平焊法兰锻造变形初期,由于多孔的预成形坯易变形、变形力较小,密度增加较快。 锻造成形后期, 由于大部分孔隙闭合, 变形抗力增大, 要消除残留孔隙所需变形力迅速增高。 变形抗力与变形温度密切相关, 较高的变形温度有利于致密, 并降低变形抗力。 较高的变形 速度同样也有利于不锈钢平焊法兰致密。 不锈钢平焊法兰锻造工艺对设备要求, 比传统模锻要严格, 冲头的位移特性必须同预成形坯 的变形致密特点相匹配。 坯料与模具的接触时间要尽可能的短。 锻压机要有良好的刚性, 活 动横梁及活塞要有良好的导向精度才能确保锻件精度。 因此,不锈钢平焊法兰锻造一般选择 机械压力机,如曲轴压机,或精度较高的摩擦压力机。 一、不锈钢平焊法兰的特点 不锈钢平焊法兰不仅节省了空间、 减轻了重量, 更重要的是确保接头部位不会发生泄漏, 具 有良好的密封性能。 紧凑不锈钢法兰尺寸之所以减小, 是由于减小了密封件的直径,
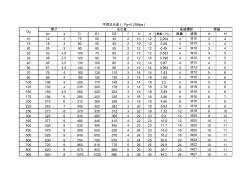
dn s D D1 D2 f b d 重量(Kg) 数量 直径 K H 10 14 3 75 50 35 2 10 12 0.254 4 M10 3 4 15 18 3 80 55 40 2 10 12 0.29 4 M10 3 4 20 25 3 90 65 50 2 12 12 0.45 4 M10 3 4 25 32 3.5 100 75 60 2 12 12 0.553 4 M10 4 5 32 38 3.5 120 90 70 2 12 14 0.795 4 M10 4 5 40 45 3.5 130 100 80 3 12 14 0.87 4 M12 4 5 50 57 3.5 140 110 90 3 12 14 0.954 4 M12 4 5 70 76 4 160 130 110 3 14 14 1.43 4 M12 5 6 80 89 4 185 150 128 3 1
热门知识
不锈钢光面平焊法兰精华知识
不锈钢光面平焊法兰最新知识
不锈钢光面平焊法兰
相关问答
不锈钢光面平焊法兰-
话题: 装修工程jc_gxbhlwx
-
话题: 工程造价hongmudan955
不锈钢光面平焊法兰相关专题
- 可否制作不锈钢方管冲孔机
- 可丽纳特不锈钢筷子笼CP010
- 刻蚀不锈钢板多少钱一平
- 昆明不锈钢水箱
- 昆山不锈钢切割到哪里加工
- 昆山哪里卖不锈钢管
- 昆山哪里有黑钛镜面不锈钢
- 昆山哪里有卖不锈钢的
- 昆山哪里需要做不锈钢
- 昆山专业做不锈钢挡水板
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国工程图学学会成立工程与制造系统集成化分会
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 可替代现有隔热保温材料的新型材料
- 医院病房楼工程施工装饰装修工程施工控制
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 中国电力井盖行业市场前景分析预测年度报告(目录)