




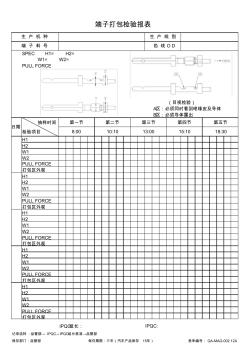
SPEC H1= H2= W1= W2= PULL FORCE (目视检验) A区:必须同时看到绝缘皮及导体 B区:必须导体露出 抽样时间 检验项目 H1 H2 W1 W2 PULL FORCE 打包区外观 H1 H2 W1 W2 PULL FORCE 打包区外观 H1 H2 W1 W2 PULL FORCE 打包区外观 H1 H2 W1 W2 PULL FORCE 打包区外观 H1 H2 W1 W2 PULL FORCE 打包区外观 IPQC组长: 记录流转 :品管部→ IPQC→ IPQC组长核准→品管部 保存部门:品管部 保存期限:三年(汽车产品保存 15年) 表单编号: QA-MAG-002.12A IPQC: 日期 端子打包检验报表 生 产 机 种 端 子 料 号 生 产 线 别 色 线 O D 第二节 10
第 1 页 共 6 页 编写:陈 力 2002 年 11 月 30 日 第 2 页 共 6 页 打包机培训材料 一 .结构: 打包机主要由桌型外壳、不锈钢面板、感应电动机、电器盒、减速机、皮 带传动机构、凸轮机构等组成。 (其具体结构详见说明书或实物) 二 .工作原理: 将被捆的物体放在打包机台面上,调整适当的供带长度,将带头沿着导向 槽插入直至触动工作开关,前顶刀自动上升,将带头压住,随后带子被张紧, 另一端被后顶刀压紧,然后中刀上升,将带子切断,带子被切断后,中刀开始 下降,随后温度约 300℃左右的热刀,伸入带子两层中间,使包装带表面热熔 化,然后热刀迅速退出,中刀又一次上升,继而将捆包带压紧,使接头处焊接 牢固,最后中刀、前顶刀、后顶刀下降将带子释放,完成捆包过程。 三 .故障分析与排除: 1. 捆包物太松或太紧: 现象:太松时送带无力、未捆紧即切带。太紧时不切带。 排除:调整
热门知识
打包盒-
话题: 地产家居zhy22334455
-
话题: 建筑设计liaohuixia
精华知识
打包盒-
话题: 地产家居a263394673
-
话题: 地产家居wxs1120711
-
话题: 工程造价2008mylove
最新知识
打包盒-
话题: 地产家居panweijie_
相关问答
打包盒-
话题: 工程造价guang20000

打包盒相关专题
- 打包式马桶
- 家具免费打包
- 家具打包机
- 家具打包装图片
- 石家庄家具打包
- 红木家具打包
- 家具厂打包
- 家具打包公司
- 家具打包毛毯
- 家具打包物流
- 基于白盒测试ParlayAPI接口测试方法设计
- 建筑装饰装修工程24窗帘盒、窗台板和散热器罩工程
- 屏端子上加装码制转换盒实现主变压器分接开关位置显示
- 膜盒式气压计空盒气压表不锈钢膜盒压力表
- 仪表槽盒安装样板标准
- 软件在发动机进气接管壳芯盒模具中的应用
- 木窗帘盒、金属窗帘杆安装木地楼板施涂清漆打蜡施工
- MOELLER带防水盒隔离开关
- 嵌入式Linux平台的KTV点歌系统机顶盒的设计
- 建筑工程安全资料盒整理落地式脚手架验收封面
- Moldflow软件的开关盒上盖浇口优化设计
- 光缆接头盒技术规范书
- Myriad预处理和分形盒维数的信号检测方法
- 窗帘盒、窗台板和散热器罩工程装修质量技术交底
- 施工方案-墙体配管电气线盒安装工序前置的施工方案
- 变形缝接水盒技术交底
- 光缆接头盒使用操作说明新