




汕头市大明液化石油气有限公司液化石油气库 V101D球罐焊缝缺陷返修工艺 编 制: 审 核: 批 准: 中国化学工程第四建设公司 金属结构制造厂汕头项目部 二 00八年五月 目 录 1. 概述 .................................................................................................................. 1 2. 焊缝缺陷的性质 .............................................................................................. 1 3. 焊缝缺陷产生的原因分析 .............................
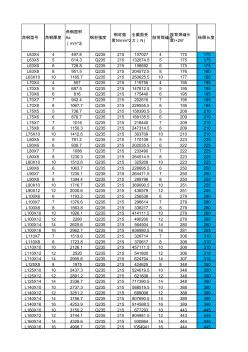
角钢型号 角钢厚度 角钢面积 As (mm^2) 钢材强度 钢材强 度N/mm^2 全截面受 力(N) 肢背焊缝尺 肢背焊缝长 度l+2hf 绘图长度 L63X4 4 497.8 Q235 215 107027 4 175 175 L63X5 5 614.3 Q235 215 132074.5 5 175 175 L63X6 6 728.8 Q235 215 156692 6 175 175 L63X8 8 951.5 Q235 215 204572.5 8 176 180 L63X10 10 1165.7 Q235 215 250625.5 10 177 180 L70X4 4 557 Q235 215 119755 4 195 195 L70X5 5 687.5 Q235 215 147812.5 5 195 195 L70X6 6 816 Q235 215 175440 6 195
热门知识
单边v型焊缝-
话题: 地产家居wangxiaopai
精华知识
单边v型焊缝-
话题: 工程造价songbmw330
最新知识
单边v型焊缝-
话题: 工程造价nothingbutme
单边v型焊缝相关专题
- 负筋单边标注
- 卧式单边直线玻璃磨边机
- 单边v型焊缝
- 大理石磨单边
- 单边桥
- 单边葡萄架
- 通过单边桥
- 单边架
- 电脑耳机单边响
- 耳机单边响
- 新型透水衬砌在南台子一级水电站尾水渠中的尝试
- 新型基于热力学法的水泵效率数学模型及应用
- 基于超磁致伸缩效应的新型液压高速开关阀
- 云南郝家河砂岩型铜矿床地质特征与接替资源勘查成果
- 新型的低压成套开关设备GGD型低压配电柜
- 应用型人才培养模式下高校机电工程综合实践改革探索
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 新型贴片式户外全彩LED显示屏用途的显示器件
- 影响免蒸养(压)粉煤灰小型空心砌块强度指标的因素
- 智能社区路灯及景观灯监控系统方案V2-BAIDU
- 基于闭环反馈优化的IDC基础设施造价评估模型
- 以杉木积成材为芯板的新型细木工板的动态热机械分析
- 应用CAO型消烟节能燃煤装置改造锻造和退火加热炉
- 新型自行式全旋转桥梁检修车在桥梁工程中的应用
- 中海PCR型超薄磨耗层用改性乳化沥青与应用
- 新型节能型烧结页岩空心砖外墙的自保温系统
- 新型免扎线绝缘子在配电网架空线路中的应用