




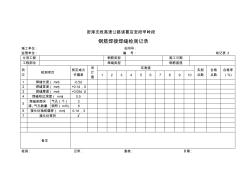
密涿支线高速公路诸葛店至段甲岭段 钢筋焊接焊缝检测记录 施工单位: 合同号: 监理单位: 编 号: 结记表 3 分项工程 钢筋类型 施工日期 工程部位 焊缝类型 钢筋直径 项 次 检测项目 规定或允 许偏差 设 计 值 实测值 实测 点数 合格 点数 合格率 (%)1 2 3 4 5 6 7 8 9 10 1 焊缝长度( mm) -0.5d 2 焊缝宽度( mm) +0.1d,0 3 焊缝厚度( mm) +0.05d,0 4 焊缝咬边深度( mm) 0.5 5 焊缝表面夹 渣、气孔数量 气孔(个) 2 面积(mm2) 6 6 接头处轴线偏移( mm) 0.1d,3 7 接头处弯折 40 备注 检测: 记录: 复核: 日期:
结合超高层建筑钢结构工程,利用超声波检测技术对焊缝质量进行控制,从技术要求、检测方法及过程等方面对人、机、料、法、环五要素的要求进行探讨,总结在焊缝超声波检测过程中做好质量控制应注意的问题,分析焊缝常见焊接缺欠的成因及超声波检测缺欠反射波的识别。
热门知识
焊缝检测规范-
话题: 项目管理xianzeyu874
-
话题: 工程造价zuiaiwojia
-
话题: 地产家居hljfjlxz1975
精华知识
焊缝检测规范-
话题: 水利水电wwqqgg1000
-
话题: 工程造价wangzhenfei
最新知识
焊缝检测规范-
话题: 工程造价nothingbutme
焊缝检测规范相关专题
- 靠近墙角的焊缝怎么焊接
- 立焊的焊缝标准
- 中,厚板焊缝坡口选择原则
- 桩加强箍焊缝如何计算
- 怎么算钢结构焊缝长度量
- 怎样的焊缝算是好的
- 支柱焊缝与环形焊缝的区别
- 直角焊缝应力计算
- 角焊缝要不要开坡口
- 角焊缝尺寸根据什么确定
- 引用公路桥涵施工技术规范JTJ0412000
- cnas-cc012007新版认可规范
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 以建筑工程资料管理的规范化促进工程质量的管理监督
- 中国移动广东公司环形混凝土电杆技术规范书(暂行)
- 执行设备工程监理规范提升地铁设备监理服务质量
- 招投标-严格规范工程施工招标全力打造阳光工程施工
- 应用工程建设施工企业质量管理规范进行体系转换
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 基于局部二进制模式的带钢表面缺陷初级检测方法
- 中国机床行业第一项原创检测国际标准制订
- 幼儿园教室坍塌事件中谈施工相邻影响及房屋安全检测
- 医疗器械生产质量管理规范现场检查指导原则—摸底用
- 智能建筑工程质量验收规范GB50339-2013
- 应力波无损检测技术及其在木结构古建筑保护中的应用
- 制定毛纤维直径成分分析仪检测方法标准重要性
- 云南省公路工程工程量清单计量规范B01-2010