





SMT焊接质量评估与检测详解 SMT焊接质量评估与检测详解 SMT 自动检测方法:元件测试、 PCB光板测试、自动光学测试、 X光测试、 SMT在线测试、非向量测试以 及功能测试。 一 连接性测试 1. 人工目测检验(加辅助放大镜): IPC-A-610B 焊点验收标准基本上以目测为主。 (1) 优良的外观:润湿程度良好 ; 焊料在焊点表面铺展均匀连续边沿接触角一般应< 30, (2) 对于焊盘边缘的焊点, 应见到变月面 ;焊点处的焊料层要适中, 避免过多过少 ;焊点位置必须准确 ; 焊点表面应连续和圆滑。 (3) 主要缺陷:桥连 /桥接- 短路 ;立碑, 吊桥、曼哈顿和墓碑 片式阻容元件 ; 错位-元件位置移 动出现开路状态 ; 焊膏未熔化 ;吸料 / 芯吸现象- QFP、SOIC 2. 自动光学检查( AOI):通过淘汰对 SMA
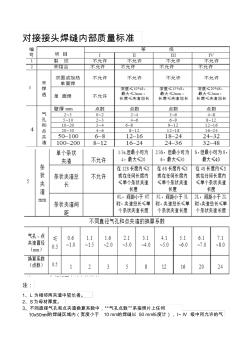
对接接头焊缝内部质量标准 注: 1、L 为相邻两夹渣中较长者。 2、S为母材厚度。 3、不同直径气孔和点夹渣换算系数中,“气孔点数”系指照片上任何 10x50mm.2的焊缝区域内(宽度小于 10 mm的焊缝以 50 mm长度计), I~ IV 级中所允许的气 孔点数,多者用于厚度上限,少者用于厚度下限,中间厚度所允许的气孔点数用插入法 决定,可四舍五入取整数。表中规定单面未焊透的长度,指设计焊缝系数大于 70%者, 若等于或小于 70%时,则长度不限。 4、缺陷的综合评级:在 12S焊缝长度内(如 12S超过底片长度则以一张底片长度为限) 几种缺陷同时存在时,应先按各类缺陷单独评级。如有两种缺陷,可将其级别数字之 和减 1 作为缺陷综合后的焊缝质量等级。如有三种缺陷,可将其级别数字之和减 2 作 为缺陷综合后的焊缝质量等级。 焊缝外观质量验收标准及尺寸允许偏差 1.依据《YB3301-20
热门知识
焊接质量检测-
话题: 工程造价qinjianman
-
话题: 工程造价guxiangguang
精华知识
焊接质量检测最新知识
焊接质量检测-
话题: 工程监理yanchen805
-
话题: 工程监理huarui2010
焊接质量检测相关专题
- 铸铁阀门有裂缝怎么焊接
- 建筑施工中钢筋焊接长度
- 焊接法兰阀门需要法兰片不
- 焊接钢管内防腐怎么施工
- 焊接施工单价如何确定
- 焊接式阀门如何试压
- 工地大门是怎么焊接的
- 现执行的国家焊接施工标准
- 干挂石材挂件能否焊接
- 高层建筑均压环焊接
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 以建筑工程资料管理的规范化促进工程质量的管理监督
- 中国焊接学会堆焊及表面工程专委会
- 影响水利工程质量监督职能发挥的主要因素及对策分析
- 执行设备工程监理规范提升地铁设备监理服务质量
- 应用工程建设施工企业质量管理规范进行体系转换
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 影响工程项目管理中的质量因素与提高质量管理的对策
- 应用于建筑10kV进线的电能质量在线监测装置
- 异形柱框架及短肢墙抗震节点构造的施工质量保证措施
- 智能建筑电气安装中的质量控制
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 影响我国公路桥梁板式橡胶支座质量的因素及应对措施
- 引水隧洞TBM开挖施工质量控制及问题处理对策