
- 首页 >
- > 机械结构用不锈钢焊接钢管
更新时间:2026.04.19




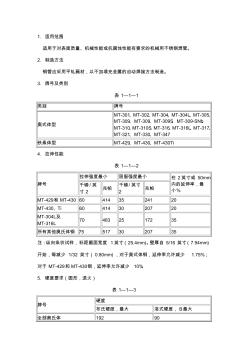
1. 适用范围 适用于对表面质量、机械性能或抗腐蚀性能有要求的机械用不锈钢焊管。 2. 制造方法 钢管应采用平轧扁材,以不加填充金属的自动焊接方法制造。 3. 牌号及类别 表 1—1—1 类别 牌号 奥式体型 MT-301、MT-302、MT-304、MT-304L、MT-305、 MT-309、MT-309、MT-309S、MT-309-SNb、 MT-310、MT-310S、MT-316、MT-316L、MT-317、 MT-321、MT-330、MT-347 铁素体型 MT-429、MT-430、MT-430Ti 4. 拉伸性能 表 1—1—2 牌号 拉伸强度最小 屈服强度最小 在 2英寸或 50mm 内的延伸率,最 小% 千磅 /英 寸 2 兆帕 千磅 /英寸 2 兆帕 MT-429和 MT-430 60 414 35 241 20 MT-430,Ti 60 414
常用不锈钢焊接方法 常用不锈钢焊接方法对不锈钢最常用的焊接方法是手工焊 (MMA ), 其次是金属极气体保护焊( MIG/MAG )和钨极惰性气体保护焊( TI G).虽然这些焊接方法对不锈钢工业的大多数人而言是熟悉的, 但是 我们认为这个领域值得深入探讨 . 1、 手工焊( MMA ):手工焊是一种非常普遍的、易于使用的焊 接方法 .电弧的长度靠人的手进行调节,它决定于电焊条和工件之间 缝隙的大小 .同时,当作为电弧载体时,电焊条也是焊缝填充材料 . 这种焊接方法很简单, 可以用来焊接几乎所有材料 .对于室外使用, 它有很好的适应性,即使在水下使用也没问题 .大多数电焊机可以 TI G焊接 .在电极焊中,电弧长度决定于人的手:当你改变电极与工件 的缝隙时,你也改变了电弧的长度 .在大多数情况下,焊接采用直流 电,电极既作为电弧载体,同时也作为焊缝填充材料 .电极由合金或 非合金金属芯
热门知识
机械结构用不锈钢焊接钢管-
话题: 暖通空调caihonhlhk
精华知识
机械结构用不锈钢焊接钢管-
话题: 工程造价jiangjiangji
-
话题: 地产家居yangru3784
最新知识
机械结构用不锈钢焊接钢管-
话题: 项目管理weidan5566
-
话题: 地产家居taochengwu
-
话题: 装修工程zhudragonzhu
专题概述
机械结构用不锈钢焊接钢管知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关机械结构用不锈钢焊接钢管最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:机械结构用不锈钢焊接钢管
相关话题
资料下载
相关资讯
机械结构用不锈钢焊接钢管相关专题
- 沥青路面的施工机械有哪些
- 桩基施工需要什么机械
- 建筑工程机械哪家质量好
- 建筑机械都有哪些
- 建筑物超高增加的人工机械
- 建筑物超高增加人工机械
- 贵州机械破碎石方
- 机械拆除道路基层
- 机械安装施工图纸怎么看
- 机械表面用什么油漆好
- 分形DGS单元结构设计及其在微带电路中的应用
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 支持群体设计的工程数据库管理系统的结构及实现
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 在8度地震区建造低层纯钢框架结构住宅的可行性分析
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 引黄济临供水工程一级泵站圆形筒体支护结构计算分析
- 以杉木积成材为芯板的新型细木工板的动态热机械分析
- 原结构面因存在高低不平或坡度而进行找平铺设的基层
- 张力膜结构的设计与分析——某商业中心屋顶风雨操场
- 中海PCR型超薄磨耗层用改性乳化沥青与应用
- 以浙江省公路养护机械化的发展看筑养路机械市场需求
- 智能材料系统与结构工程构造安全监控
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 制定机械加工劳动定额切削用量时间标准若干问题
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 优选第五章厂房大门特征门木结构工程建筑工程概预算
- 420不锈钢带
- 彩色不锈钢屏风
- 不锈钢护栏怎么切口
- 不锈钢护栏造型图
- 不锈钢门结构图
- 不锈钢酒柜定制
- 不锈钢隔油池水量计算
- 农村不锈钢水塔380元
- 不锈钢水箱的用途
- 不锈钢多联过滤器
- 不锈钢酸洗钝化液配方
- 昆山不锈钢地暖分水器
- 不锈钢价格304-2b
- 铜与不锈钢焊接
- 1.5不锈钢水塔价格
- 1.5吨不锈钢水塔多少斤
- 2吨不锈钢水塔多少钱
- 不锈钢水塔多少钱一个
- 不锈钢隔油池多少钱
- 不锈钢无塔供水压力罐
- 不锈钢线盒
- 不锈钢隔膜泵厂家
- 不锈钢气动隔膜泵厂家
- 不锈钢隔膜泵厂家直销
- 不锈钢隔膜泵公司
- 进口不锈钢电动隔膜泵
- qwp不锈钢潜水排污泵
- 不锈钢潜污泵规格
- 不锈钢焊缝清洗机视频
- 不锈钢焊道处理机视频