




课 程 设 计 说 明 书 学生姓名: 学 号: 学 院: 机械工程与自动化学院 专 业: 机械设计制造及其自动化 题 目: 数控技术课程设计 —— 数控铣床的主传动系统设计 1.设计目的: 通过本课程设计的训练,使学生在完成数控机床及金属切削机床的结构课程学习之 后,让学生能够运用所学的知识,独立完成数控机床传动系统的设计,从而使学生进一 步加深和巩固对所学知识的理解和掌握,并提高学生的分析、设计能力,同时巩固《金 属切削机床》课程的部分知识。 1)运用所学理论及知识, 进行数控机床部分机械结构设计, 培养学生综合设计能力; 2)掌握数控机床传动系统的设计方法和步骤; 3)掌握设计的基本技能, 具备查阅和运用标准、 手册、图册等有关技术资料的能力; 4)基本掌握编写技术文件的能力。 2.设计内容和要求(包括原始数据、技术参数、条件、设计要求等) : 参数:数控铣床,其主轴最高转速 min
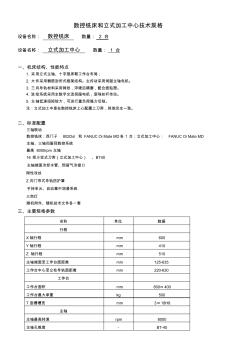
数控铣床和立式加工中心技术规格 设备名称: 数控铣床 数量: 2 台 设备名称: 立式加工中心 数量: 1 台 一、机床结构、性能特点 1. 采用立式主轴、十字型床鞍工作台布局; 2. 大件采用稠筋封闭式框架结构。主传动采用伺服主轴电机。 3. 三向导轨材料采用铸铁,淬硬后精磨,配合面贴塑。 4. 进给系统采用全数字交流伺服电机,滚珠丝杆传动。 5. 主轴低速扭矩较大,可进行重负荷强力切削。 注:立式加工中是在数控铣床上心配置上刀库,其他完全一致。 二、标准配置 三轴联动 数控铣床:西门子 802Dsl 和 FANUC Oi Mate MD各 1 台;立式加工中心: FANUC Oi Mate MD 主轴、三轴伺服同数控系统 最高 8000rpm 主轴 16 把斗笠式刀库(立式加工中心) 、BT40 主轴端面冷却水管、预留气冷接口 刚性攻丝 Z 向门帘式导轨防护罩 手持单元、自动集中润
热门知识
简易数控铣床-
话题: 室内设计tianjinliu
精华知识
简易数控铣床-
话题: 地产家居xingjicong
最新知识
简易数控铣床-
话题: 电气工程1070659029
-
话题: 地产家居the4284707
简易数控铣床相关专题
- 沥青路面简易修补
- 制作简易测力计
- 装修简易脚手架的计取
- 自制简易车棚算固定资产吗
- 自制简易螺旋薯塔机
- 最简易的大棚如何建
- 最简易的钢结构厂房造价
- 怎么建设简易烘干房
- 怎么制作简易的淋浴器
- 怎样简易固定电线
- 简易六角砖铺设装置CN109537417A
- 以S3C2410为核心的简易智能家居监控系统设计
- 在数控机床上通过监视主轴电机负荷实时监控刀具寿命
- 以电动葫芦为起升机构的简易强制式升降机钢丝绳检验
- 工程定额及造价资料电子查阅与简易预结算编制系统简介
- 基于CAN总线数控系统远程输入输出模块设计与实现
- 关于建筑业简易计税方式下分包抵税相关问题一点思考
- 关于ND5型机车及其柴油机主要部伯简易大修扩建工程
- 广西农村有线电视网络光纤扩容改造(简易式)设计方案
- 机电一体化毕业设计(论文)-数控铣床控制系统设计
- 基于工作过程数控设备改造课程改革与实践
- 基于单片机数控车床XY工作台与控制系统设计说明书
- 高强不锈钢管数控弯曲回弹对材料参数的敏感性
- 基于运动控制卡电路板雕刻机开放式数控系统
- PLC在刨床改造为铣床电气控制电路中的应用
- 毕业设计任务书车床进给系统数控化改造设计
- 埃马克中国机械有限公司高端数控机床项目奠基仪式举行