




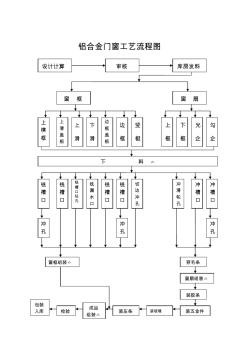
铝合金门窗工艺流程图 设计计算 审核 库房发料 窗 框 窗 扇 上 横 框 上 滑 盖 板 上 滑 下 滑 边 框 盖 板 边 框 竖 梃 上 框 下 框 光 企 勾 企 下 料 △ 铣 槽 口 铣 槽 口 铣 槽 口 钻 孔 铣 漏 水 口 铣 槽 口 铣 槽 口 切 边 冲 孔 冲 滑 轮 孔 冲 槽 口 冲 槽 口 冲 孔 冲 孔 冲 孔 穿毛条窗框组装△ 窗扇组装△ 装玻璃 装五金件 装胶条 装压条 成品 组装△ 检验 包装 入库 1 铝合金门窗生产工艺 1 范围 本工艺文件规定了自原材料辅料进入车间到组装完毕之挤角式铝合金门窗 的全部组装过程。 2 目的 本工艺文件制定的目的是为了规范操作标准,并为制定相应的工艺考核、 质量考核提供依据。 3 工艺要求 3.1 型材检验 型材进厂后,应根据国家标准 GB/T5237-2008《铝合金建筑型材》及合同要 求对型材进行检验。 3.2
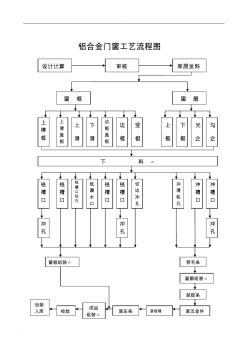
. . 铝合金门窗工艺流程图 设计计算 审核 库房发料 窗 框 窗 扇 上 横 框 上 滑 盖 板 上 滑 下 滑 边 框 盖 板 边 框 竖 梃 上 框 下 框 光 企 勾 企 下 料 △ 铣 槽 口 铣 槽 口 铣 槽 口 钻 孔 铣 漏 水 口 铣 槽 口 铣 槽 口 切 边 冲 孔 冲 滑 轮 孔 冲 槽 口 冲 槽 口 冲 孔 冲 孔 冲 孔 穿毛条窗框组装△ 窗扇组装△ 装玻璃 装五金件 装胶条 装压条 成品 组装△ 检验 包装 入库 . . 铝合金门窗生产工艺 1 范围 本工艺文件规定了自原材料辅料进入车间到组装完毕之挤角式铝合金门窗 的全部组装过程。 2 目的 本工艺文件制定的目的是为了规范操作标准,并为制定相应的工艺考核、 质量考核提供依据。 3 工艺要求 3.1 型材检验 型材进厂后,应根据国家标准 GB/T5237-2008《铝合金建筑型材》及合同要 求对型材
铝合金门窗生产相关专题
- 合浦经济适用房2019
- 三合庄经济适用房2019
- 2019年嘉善百合春天商品房价
- 铝排管厂家
- 铜铝门好不好
- 铝柜门好不好
- 铝焊丝哪家好
- 如何鉴别洛克铝木门窗
- 10KV户外冷缩铝300中间头
- led铝灯杯
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 云南省城镇照明工程安全生产规程(修订征求意见稿)
- 主要用固体工业废渣生产硫铝酸盐水泥熟料的方法
- 中国铝业山东分公司新建20万吨4A沸石生产线开工
- 浙江深美装饰工程有限公司生产车间工程安全监理细则
- 云南省氯碱PVC行业清洁生产合格单位评价指标体系
- 医疗器械生产质量管理规范现场检查指导原则—摸底用
- 中国安全生产科学院注册安全工程师注册管理中心
- 新型随钻堵漏剂ZTC-1的生产工艺及性能评价
- 云南省公路工程安全生产工程量标准清单编制方法思考
- 中国建材工程总承包国内吨位最大浮法玻璃生产线投产
- 环境工程专业生产实习环节教学实践与总结
- 应用CSP热轧卷生产的冷轧与镀锌产品常见缺陷分析
- 中国加工玻璃(含原片玻璃生产)机械装备的市场发展
- 以秸秆、废旧木材和塑料为原料的空心结构板批量生产
- 招远金矿玲珑选厂磨浮车间的技改工程设计及生产总结
- 园林博览会主展馆工程安全生产文明施工监理实施细则