





聚合物溶液与铁离子接触会发生化学降解,导致粘度损失,影响驱油效果,采用镍-磷合金镀管道可避免聚合物母液输送时的降解,介绍了采用不锈钢接头技术替代内补口的试验研究结果,并通过强度,硬度试验和金相组织分析等科学地确定了不锈钢接头的经济长度。
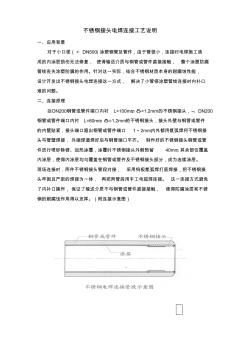
不锈钢接头电焊连接工艺说明 一、应用背景 对于小口径(< DN500)涂塑钢管及管件,由于管径小,连接时电焊施工造 成的内涂层损伤无法修复, 使得输送介质与钢管或管件直接接触, 整个涂塑防腐 管线丧失涂塑防腐的作用。针对这一实际,结合不锈钢材质本身的耐腐蚀性能, 设计开发出不锈钢接头电焊连接这一方式, 解决了小管径涂塑管线连接时内补口 难的问题。 二、连接原理 ≧DN200钢管或管件端口内衬 L=100mm、δ=1.2mm的不锈钢接头,﹤ DN200 钢管或管件端口内衬 L=60mm、δ=1.2mm的不锈钢接头,接头外壁与钢管或管件 的内壁贴紧,接头端口超出钢管或管件端口 1~2mm,内外都用氩弧焊将不锈钢接 头与管壁焊接, 外端焊道焊好后与钢管端口平齐。 制作好的不锈钢接头钢管或管 件进行喷砂除锈、加热涂覆,涂覆时不锈钢接头外侧预留 40mm,其余部位覆盖 内涂层,使得内涂层均匀覆盖在钢
热门知识
铝塑管不锈钢接头-
话题: 室内设计hnsjjx251440
精华知识
铝塑管不锈钢接头-
话题: 室内设计A1007551316
-
话题: 室内设计MM309755469
最新知识
铝塑管不锈钢接头铝塑管不锈钢接头相关专题
- 楼顶框架造型铝塑板造价
- 怎样使用木纹铝塑板
- 与铝塑板哪个防火性能高
- 雨棚干挂铝塑板
- 一般铝塑板的规格是多少
- 吉祥铝塑板真假
- 寡铝塑板问题
- 为什么用铝塑泡罩包装
- 吸塑板与铝塑板有什么区别
- 复合铝塑板和铝塑复合板
- CuMnNiSi钎料钎焊不锈钢接头组织性能研究
- 6分管水管的直径、丝口螺纹、铝塑管接头
- 可编程序控制器在铝塑管数控切割生产线上的应用
- PERT铝合金衬塑管与铝塑管区别
- 铝塑管铜接头
- 铝塑管资料培训教
- 铝塑管资料培训教程
- 铝塑管施工技术
- XPAP2对接焊铝塑管安装
- PPR与铝塑管工程施工设计方案
- 暖气管道改造铝塑管材
- PPR及铝塑管施工方案
- 日丰铝塑管
- 铝塑管规格和接头
- 铝塑管给水管安装
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索