
- 首页 >
- > PP-R金属法兰压圈
更新时间:2026.06.13




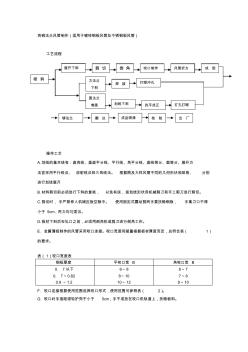
角钢法兰风管制作(适用于镀锌钢板风管及不锈钢板风管) 工艺流程 操作工艺 A.划线的基本线有:直角线、垂直平分线、平行线、角平分线、直线等分、圆等分、展开方 法宜采用平行线法、 放射线法和三角线法。 根据图及大样风管不同的几何形状和规格、 分别 进行划线展开 B.材料剪切前必须进行下料的复核, 以免有误,按划线形状用机械剪刀和手工剪刀进行剪切。 C.剪切时, 手严禁伸入机械压板空隙中。 使用固定式震动剪两手要扶稳钢板, 手离刀口不得 小于 5cm,用力均匀适当。 D.板材下料后在轧口之前,必须用倒角机或剪刀进行倒角工作。 E. 金属薄板制作的风管采用咬口连接。咬口宽度和留量根据板材厚度而定,应符合表( 1) 的要求。 表( 1)咬口宽度表 钢板厚度 平咬口宽 B 角咬口宽 B 0. 7 以下 0. 7~0.82 0.9 ~1.2 6~ 8 8~10 10~ 12 6~7 7~
AS/NZS 4331.2:1995 ISO 7005-2:1988 Australian/New Zealand Standard Metallic flanges Part 2: Cast iron flanges AS/NZS 4331.2:1995 This Joint Australian/New Zealand Standard was prepared by Joint Technical Committee ME/1, Pressure Equipment. It was approved on behalf of the Council of Standards Australia on 19 July 1995 and on behalf of the Council of Standards New Zealand on 24 October 1995. It was
热门知识
PP-R金属法兰压圈-
话题: 装修工程violet1111
-
话题: 室内设计sunfeng1123
-
话题: 工程造价vshermione
精华知识
PP-R金属法兰压圈-
话题: 工程造价leweijie1983
-
话题: 工程造价gaoxing0622
最新知识
PP-R金属法兰压圈-
话题: 工程造价zhulongxu0
专题概述
PP-R金属法兰压圈知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关PP-R金属法兰压圈最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:PP-R金属法兰压圈
相关话题
资料下载
相关资讯
PP-R金属法兰压圈相关专题
- 联塑PPR管为什么会敲破
- 联塑ppr管道怎么区别真假
- 联塑PPR管真假如何区别
- 中财ppr水管价格
- 中国ppr管十大名牌都有哪些
- 中国ppr管pvc管十大名牌
- 中国石材网app转让价格
- 阻燃pp塑料的价格是多少
- 最新ppr管十大品牌排行
- 做一个app需要花多少钱
- 冷热水用无规共聚聚丙烯(PPR)管材管件质量分析
- 建筑给水三型聚丙烯管道(PPR)施工工法讲解学习
- 建筑给水三型聚丙烯管道(PPR)施工工法教学内容
- PPR管件生产标准塑料行业PPR管十大品牌
- 无规共聚聚丙烯PPR给水管安装
- 国内PPR、PPB管材和铝塑复合管质量现状和分析
- PPR管十大名牌
- PPR管道施工方案
- 垫层内PPR管道(采暖支管、热水管及给水支管)安装
- 塑料管UPVC、PPR、PPFRP-分别施工工艺
- 投影追踪回归(PPR)法建立卷烟焦油预测数学模型
- 塑料管UPVC、PPR、PPFRP,分别施工工艺
- PPR管施工工艺
- 各种PVC、PE、PPR管材优缺点
- PE、PVC、PPR、镀锌管、不锈钢管型号与规格
- HDPE管道和PPR管道在建筑给排水系统中的应用
- 专项方案设计水利工程PPR管施工组织设计
- PP-R金属法兰盘
- PP-R金属管卡
- PP-R钉卡
- PP-R钢塑内牙直接
- PP-R钢塑双活接球阀
- PP-R钢塑复合压力管
- PP-R钢塑外牙直接
- PP-R钢塑外螺转换接头
- PP-R钢塑外螺铜活接
- PP-R钢塑平口法兰
- PP-R钢塑开槽法兰
- PP-R钢塑新型截止阀
- PP-R钢塑法兰连接件
- PP-R钢塑直管
- PP-R钢塑管接头另件
- PP-R钢塑管接头零件
- PP-R钢塑过渡接头
- PP-R钢塑过滤接头
- PP-R钢塑阀门法兰
- PP-R钢法兰
- PP-R钢活接头
- PP-R钢芯球阀
- PP-R铁内丝活接
- PP-R铁外丝活接
- PP-R铁截止阀(铜底座)
- PP-R铁抱卡
- PP-R铁止阀
- PP-R铁法兰
- PP-R铜内丝活接
- PP-R铜内丝活接头