




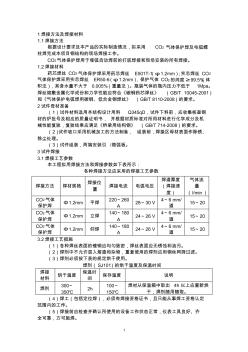
1 1焊接方法及焊接材料 1.1焊接方法 根据设计要求及本产品的实际制造情况,拟采用 CO2 气体保护焊及电弧螺 柱焊完成本项目钢结构的现场焊接工作。 CO2气体保护焊用于埋弧自动焊前的打底焊接和现场安装的所有焊接。 1.2焊接材料 药芯焊丝 CO2气体保护焊采用药芯焊丝 E501T-1(φ1.2mm);实芯焊丝 CO2 气体保护焊采用实芯焊丝 ER50-6(φ1.2mm),保护气体 CO2的纯度≥99.5%(体 积法),其含水量不大于 0.005%(重量法)。瓶装气体的瓶内压力不低于 1Mpa。 焊丝熔敷金属化学成份和力学性能应符合《碳钢药芯焊丝》 (GB/T 10045-2001) 和《气体保护电弧焊用碳钢、低合金钢焊丝》 (GB/T 8110-2008)的要求。 2试件母材准备 (1)试件材料选用本结构设计用料 Q345qD,试件下料前,应收集核查钢 材的炉批号及相应的质量证明书,
文档 钢结构焊接规范 钢结构从下料、组对、焊接、检验等工艺 钢结构手工电弧焊焊接施工工艺标准 依据标准: 《建筑工程施工质量验收统一标准》 GB50300-2001 《钢结构工程施工质量验收规范》 GB50205-2001 《钢焊缝手工超声波探伤方法和探伤结果分级法》 GB11345 《钢熔化焊对接接头射线照相和质量分级》 GB3323 《焊接球节点钢网架焊缝超声波探伤方法 及质量分级法》 JBJ/T3034.1 《螺栓球节点钢网架焊缝超声波探伤方法 及质量分级法》 JBJ/T3034.2 《建筑钢结构焊接技术规程》 JGJ81 1、范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手 工电弧焊焊接工程。 2、施工准备 2.1材料及主要机具 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求 施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无规
热门知识
桥梁钢结构焊接规范-
话题: 路桥市政ljy132286284
-
话题: 路桥市政zhaomeimai
-
话题: 结构设计iso2005axa
精华知识
桥梁钢结构焊接规范最新知识
桥梁钢结构焊接规范
桥梁钢结构焊接规范相关专题
- 用纸做桥梁结构
- 各种桥梁结构形式优缺点
- 为什么推广使用钢结构桥梁
- 钢结构桥梁的优缺点
- 什么叫桥梁工程结构用钢
- 桥梁的分类、结构、衍变
- 桥梁的钢结构材质
- 桥梁的结构形式有哪些
- 桥梁结构组成
- 桥梁结构哪本书好
- 引用公路桥涵施工技术规范JTJ0412000
- cnas-cc012007新版认可规范
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 以建筑工程资料管理的规范化促进工程质量的管理监督
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 中国焊接学会堆焊及表面工程专委会
- 中国移动广东公司环形混凝土电杆技术规范书(暂行)
- 执行设备工程监理规范提升地铁设备监理服务质量
- 新型自行式全旋转桥梁检修车在桥梁工程中的应用
- 招投标-严格规范工程施工招标全力打造阳光工程施工
- 应用工程建设施工企业质量管理规范进行体系转换
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 道路桥梁与渡河工程专业教学改革
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术