




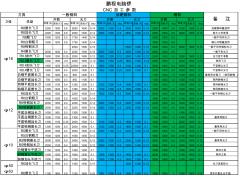
转速 (S) 进给 (F) step 转速 (S) 进给 (F) step 转速 (S) 进给 (F) step 转速 (S) 进给 (F) step 转速 (S)进给 (F) step 转速 (S) 进给 (F) step R8普长飞刀 2200 1500 0.6 2600 1600 0.14 2000 1500 0.5 3000 2000 0.14 2500 1500 0.8 3200 1650 0.15 加硬钢料最适用 R8加长飞刀 2200 1300 0.6 2500 1500 0.14 2000 1200 0.5 2800 1600 0.14 2500 1500 0.6 3000 1500 0.15 较大工件常用 R8粗飞刀 1600 1200 0.5 1750 1400 0.14 2400 1300 0.5 一般不用作光刀 R8白钢粗刀 1600 1200 0.6 1750 1
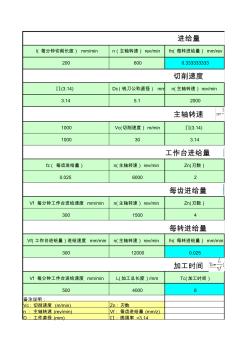
l( 每分钟切削长度) mm/min n(主轴转速) rev/min fn( 每转进给量) mm/rev 200 600 0.333333333 ∏ (3.14) Dc(铣刀公称直径) mm n(主轴转速) rev/min 3.14 5.1 2000 1000 Vc(切削速度) m/min ∏(3.14) 1000 30 3.14 fz ( 每齿进给量) n(主轴转速) rev/min Zn(刃数) 0.025 6000 2 Vf 每分钟工作台进给速度 mm/min n(主轴转速) rev/min Zn(刃数) 300 1500 4 Vf( 工作台进给量)进给速度 mm/min n(主轴转速) rev/min fn( 每转进给量) mm/min 300 12000 0.025 Vf 每分钟工作台进给速度 mm/min L(加工总长度 ) /mm Tc(加工时间 ) 500 4000 8 V
数控及CNC加工相关专题
- 做数控车床多少钱一个月
- 正版宇龙数控仿真系统售价
- 一台数控车床多少钱
- 一台数控雕刻机多少钱
- 国内数控刀片价格
- 斜轨道数控机床多少钱一台
- 斜床身数控车床多少钱一台
- 一般数控机床加工费多少
- 二手数控木工车床多少钱
- 废旧数控刀片出售价格
- 中国被动式太阳房及太阳能建筑市场监测及发展策略研
- 新型基于热力学法的水泵效率数学模型及应用
- 全热回收地源热泵空调机组的系统及工程方案设计
- 正荣润璟诸楼及A区地下室抗浮锚杆工程竣工验收报告
- 支持群体设计的工程数据库管理系统的结构及实现
- 引入PPP模式的高标准农田建设及财政支持体系创新
- 中国民宿消费市场格局分析及十三五发展环境分析报告
- 中国焊接学会堆焊及表面工程专委会
- 政府投资工程类项目材料设备采购风险浅析及应对策略
- 影响水利工程质量监督职能发挥的主要因素及对策分析
- 圆锥碎矿机工作原理、技术参数、安装调试及维护检修
- 医用洁净空调系统设计调试中易忽视的问题及设计优化
- 园林景观工程在推进城乡宜居环境建设中的问题及思考
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 张峰水库供水发电洞洞内埋管及电站厂房明管制安施工
- 智能社区路灯及景观灯监控系统方案V2-BAIDU
- 中国钢铁厂烧结机的烟气特点及部分钢铁厂烧结机信息