
- 首页 >
- > 提高工艺管道焊口连接质量施工工法
更新时间:2026.04.18




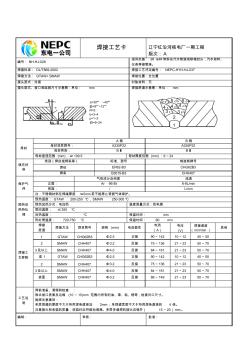
焊接工艺卡 辽宁红沿河核电厂一期工程 版次: A 编号: NH-HJ-028 适用范围: 3# &4#常规岛汽水管道或联箱封头,汽水取样、 仪表等接管座。 焊接标准: DL/T869-2002 焊接工艺评定编号: NEPC-HYH-HJ-037 焊接方法: GTAW+ SMAW 焊接位置:全位置 接头型式:对接 衬垫材料:无 接头型式、坡口和组装尺寸示意图:单位: mm a=30° ~40° β=8°~12° R=5 b=3~4 p=1~2 δ=9~24 R 焊接层道示意图:单位: mm 1 2 3 1 3 2 4 1 4 2 4 3 5 1 5 2 5 3 母材 A 侧 B 侧 母材材质牌号: A335P22 A335P22 母材类别: BⅠ BⅠ 母材直径范围 (mm):≥ 109.5 母材厚度范围 (mm):9~24 填充材 料 类别(焊丝或焊条等) 标准、型号 制造商

钢 筋 工 程 施 工 方 法 钢筋工程施工,首先应组织工人熟悉图纸,并对柱梁按图纸、变更、会审内 容进行翻样。本工程基础施工作业流程为:基础底板→基础梁→地上一层柱。 (一) 钢筋的检验与存放 1. 钢筋进场应具有出厂证明书或试验报告单,并需分批作机械性能试验。 如使用中发现钢筋脆断、焊接性能不良和机械性能显著不正常时,还应进行 钢筋化学成分分析,并及时报告监理重新取样送检。严禁不合格钢材用于该 工程。 2. 钢筋取样,每种规格的每批重量不大于 60T。在每批钢筋中的任意两根 钢筋上各取一套,每套试样从每根钢筋端部截去 50cm,然后再截取试样二根 , 一根作拉力试验(包括屈服点、抗拉强度和延伸率) ,另一根作冷弯试验。 试验时,如有一个试验结果不符合规范所规定的数值时,则应另取双倍数量 的试样,对不合格的项目作第二次试验,如仍有一根试样不合格,则该批钢 筋不予验收,不能用在工程上。
热门知识
提高工艺管道焊口连接质量施工工法精华知识
提高工艺管道焊口连接质量施工工法-
话题: 工程造价chenliang0
最新知识
提高工艺管道焊口连接质量施工工法-
话题: 暖通空调langren001
-
话题: 工程造价gyx1990love
相关问答
提高工艺管道焊口连接质量施工工法-
话题: 工程造价hongshanzi
专题概述
提高工艺管道焊口连接质量施工工法知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关提高工艺管道焊口连接质量施工工法最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:提高工艺管道焊口连接质量施工工法
相关话题
资料下载
相关资讯
提高工艺管道焊口连接质量施工工法相关专题
- 怎样提高建筑工程施工质量
- 消防工程如何提高施工质量
- 如何提高的建筑识图能力
- 如何提高水泥预制板质量
- 如何提高碎石机产量
- 如何提高水泥浆顶替效率
- 服务业主提高业主满意度
- 提高钢筋混凝土刚度的
- 预应力提高了结构的
- 提高在用电梯安全性的规范
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 医院病房楼工程施工装饰装修工程施工控制
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 有源配电网设备利用率影响因子体系及其价值计算方法
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 有限元法在软土浅埋隧道施工过程的动态模拟中的应用
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 新型基于热力学法的水泵效率数学模型及应用
- 引用公路桥涵施工技术规范JTJ0412000
- 中华大厦五层宏远公司办公室内装修工程施工组织设计
- 云南省昆明市建设局建筑工程深基坑施工安全管理规定
- 原来这就是辨别冷热水管正确方法商家终于肯说实话了
- 云南省建设工程造价协会优秀工程咨询成果奖评选办法
- 中国施工企业管理协会科学技术奖技术创新成果申报书
- 提高挡土墙回填土合格率
- 提高放样精度和速度
- 提高桩水平承载力
- 提高梁柱节点砼混凝土质量
- 提高模板工程施工质量
- 提高水资源利用率
- 提高沥青路面高温稳定性
- 提高混凝土施工合格率
- 提高混凝土的抗渗性
- 提高清水围墙施工质量
- 提高现场管理水平
- 提高现浇楼梯成型质量
- 提高现浇混凝土环梁施工一次合格率
- 提高现浇箱梁外观质量
- 提高玻璃护栏
- 提高电气质量
- 提高电气配管一次合格率
- 提高电熔接头的合格率
- 提高电质量
- 提高监理服务质量
- 提高砼二次结构施工质量
- 提高管理水平的书籍
- 提高细石混凝土散水表面观感
- 提高能源利用效率
- 提高自身素质
- 提高花岗岩面砖铺设的质量
- 提高蒸压加气混凝土砌块墙体施工质量
- 提高规划审批流程时限
- 提高超长高空悬挑混凝土结构
- 提高速度