




展示设计 www.demage.com 3d模型下载 www.moxingyun.com 励志名言 www.lizhi168.cn 1 修口、对口 修口集中在管道出厂前加工完成, 为保证焊接质量, 焊接前均进 行全面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合 对口接头尺寸的要求, 个别钢管需在现场做坡口处理时, 采用气焊切 割,清除熔渣后再用砂轮打磨平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵 向焊缝错开位置→第一次管道找直→调整对口间隙尺寸→对口找平 →管道拉线找直→点焊 2 焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊 完,每层施焊的引熄弧点须错开。 2.01 管节焊接前应先修口、清渣、管端端面的坡口角度、钝边、 间隙,应符合规范规定 ;不得在对口间隙夹焊帮条或用加热法缩小间 隙施焊。 2.02 对口时应使内壁齐平,采用长 300m
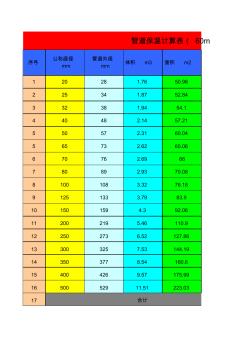
1 20 28 1.76 50.96 2 25 34 1.87 52.84 3 32 38 1.94 54.1 4 40 48 2.14 57.21 5 50 57 2.31 60.04 5 65 73 2.62 65.06 6 70 76 2.69 66 7 80 89 2.93 70.08 8 100 108 3.32 76.18 9 125 133 3.79 83.9 10 150 159 4.3 92.06 11 200 219 5.46 110.9 12 250 273 6.52 127.86 13 300 325 7.53 144.19 14 350 377 8.54 160.6 15 400 426 9.57 175.99 16 500 529 11.51 223.03 17 合计 管道保温计算表( 60m 序号 公称直径 mm 管道外径 mm 体积 m3 面积
热门知识
无缝钢管管道造价-
话题: 工程造价150****9489
-
话题: 工程造价150****9115
-
话题: 工程造价151****4858
-
话题: 工程造价151****5484
-
话题: 工程造价158****5626
精华知识
无缝钢管管道造价-
话题: 工程造价139****0123
-
话题: 工程造价150****8723
-
话题: 工程造价156****0163
-
话题: 工程造价151****7062
-
话题: 工程造价150****7068
最新知识
无缝钢管管道造价-
话题: 工程造价150****3253
-
话题: 工程造价guonianchun
-
话题: 工程造价which__best
-
话题: 暖通空调lxtangchao
无缝钢管管道造价相关专题
- 兰爵无缝墙布环保
- 冷拔无缝钢管生产工艺流程
- 冷轧无缝钢管的定义
- 流体管都是无缝的
- 怎样区分无缝管和焊管
- 直径273无缝钢管是dn多少
- 直径45无缝钢管多少
- 直埋预制保温无缝钢管
- 精密无缝钢管内径0.6毫米
- 精密钢管和无缝钢管的区别
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国工程造价咨询业的发展趋势
- 云南省建设工程造价协会优秀工程咨询成果奖评选办法
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 有关建筑工程造价管理面临的问题与其处理手段
- 岳阳信息价,最新最全岳阳工程造价信息网信息价下载
- 以工作任务为载体的安装工程造价课程教学改革与实践
- 中国建设工程造价管理协会援外工程委员会
- 基于闭环反馈优化的IDC基础设施造价评估模型
- 云南红河3层板式建筑食堂62#-食堂工程造价指标
- 在工程建设管理中进行工程造价全过程控制的几点建议
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 中国哈尔滨国际水处理给排水设备及泵阀管道展会概况
- 有关工程造价预结算审核存在问题及其解决对策
- 在用工业管道定期检验规程.20030601doc
- 中低压燃气管道工程质量控制及常见问题处理教学提纲
- 在职培训——提升员工素质的捷径兼析造价工程师培训