






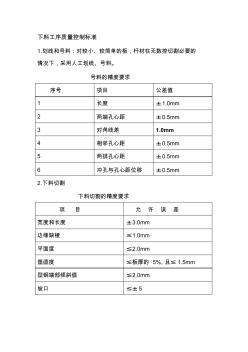
下料工序质量控制标准 1.划线和号料:对较小、较简单的板,杆材在无数控切割必要的 情况下,采用人工划线、号料。 号料的精度要求 序号 项目 公差值 1 长度 ±1.0mm 2 两端孔心距 ±0.5mm 3 对角线差 1.0mm 4 相邻孔心距 ±0.5mm 5 两排孔心距 ±0.5mm 6 冲孔与孔心距位移 ±0.5mm 2.下料切割 下料切割的精度要求 项 目 允 许 误 差 宽度和长度 ±3.0mm 边缘缺棱 ≤1.0mm 平面度 ≤2.0mm 垂直度 ≤板厚的 5%,且≤ 1.5mm 型钢端部倾斜值 ≤2.0mm 坡口 ≤± 5 H 型钢组立工序质量控制标准 组立主要是指 H 型钢埋弧焊前的点焊定位固定,组立是在 组立机上进行,组立前应当翼缘板和腹板去除毛刺、割渣,并应 进行矫正矫直,由放样人员划出中心线、定位线,待检验合格后 才准上组立机进行组立点焊固定。 H型钢组立基本要求如下
热门知识
造价质量控制标准-
话题: 工程造价wangwang2008
精华知识
造价质量控制标准-
话题: 工程造价xxx471501527
最新知识
造价质量控制标准-
话题: 地产家居qianbianzhu
造价质量控制标准相关专题
- 开闭所的造价是多少
- 开一家造价公司需要什么
- 考工程造价师难不
- 考工程造价员需要什么条件
- 考工程造价员的前景如何
- 考个造价工程师证上班
- 考工程造价员怎么自学
- 考广东造价员
- 考管道造价员有前途
- 考安装造价员哪有书买
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 医院病房楼工程施工装饰装修工程施工控制
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 中国工程造价咨询业的发展趋势
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 云南省建设工程造价协会优秀工程咨询成果奖评选办法
- 振冲碎石桩地基加固技术在椒江标准海塘工程中的应用
- 引入PPP模式的高标准农田建设及财政支持体系创新
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 以建筑工程资料管理的规范化促进工程质量的管理监督
- 有关建筑工程造价管理面临的问题与其处理手段
- 岳阳信息价,最新最全岳阳工程造价信息网信息价下载
- 智能化技术在电气工程自动化控制中的应用与实践研讨
- 智能建筑虚拟仪器监控系统与控制网络的接口技术