
- 首页 >
- > 转舌锁ms306-3
更新时间:2026.07.25




应用范围: 所有类型 安徽江淮汽车底盘股份有限公司 第 1页 共 12页 标准号 : MS 300-35制定: 汽车研究所 材料标准 标题: 地毯 -标准测试方法 目 录 1. 范围 2. 试验项目 3. 一般试验条件 4. 试验 5. 其他 标记 更改文件号 更改内容 修订页 修订日期 修订者 编制 审核 批准 江淮汽车 技术标准 MS 210-06 第2页 共12页 1.试验项目 本标准所要求的试验项目见表 2,如果试验项目和条件超过本标准范围,应由双方协商认可。 2.一般试验条件 3.1 作为一个基本原则,一般试验室条件温度应为 20±2℃,相对湿度为 65±5%。 开始试验前,试样应在一般试验条件下放置 24小时。若在其它条件下进行试验,应另外注明 试验条件。 3.2 取样 地毯试样应在离边缘 50mm以外、经纱和纬纱不同处随机取样。 3.3 试样类型和形状(见表 1) 表 1
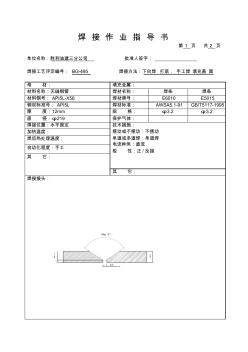
焊 接 作 业 指 导 书 第 1 页 共 2 页 单位名称:胜利油建三分公司 批准人签字: 焊接工艺评定编号: BG-495 焊接方法:下向焊 打底, 手工焊 填充盖 面 母 材: 填充金属: 材料名称:无缝钢管 焊材名称: 焊条 焊条 材料钢号: API5L-X56 焊材牌号: E6010 E5015 钢材标准号: API5L 焊材标准: AWSA5.1-91 GB/T5117-1995 厚 度:12mm 规 格: φ3.2 φ3.2 直 径:φ219 保护气体: 焊接位置:水平固定 技术措施: 摆动或不摆动:不摆动 单道或多道焊:单道焊 电流种类:直流 极 性:正 /反接 加热温度: 焊后热处理温度: 自动化程度:手工 其 它: 其 它: 焊接接头: 2-3 0- 1 60± 5° 12 第 2 页 共 2 页 焊 接 规 范 记 录 层 次 填充金属
热门知识
转舌锁ms306-3-
话题: 装修工程xiaohuijun00
-
话题: 工程造价faming5562
精华知识
转舌锁ms306-3
专题概述
转舌锁ms306-3知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关转舌锁ms306-3最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:转舌锁ms306-3
相关话题
资料下载
相关资讯
转舌锁ms306-3相关专题
- 开关量怎么转换为脉冲信号
- 看图计算脑子总是转不过来
- 可逆转轴流风机套定额
- 库存周转率的计算公式
- 库存材料周转率怎么算
- 莱阳哪有48V转12V的变压器
- 立转窗套哪个定额子目
- 流转土地是什么意思
- 制造费用转出是怎么回事
- 中国石材网app转让价格
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国工程图学学会成立工程与制造系统集成化分会
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 可替代现有隔热保温材料的新型材料
- 医院病房楼工程施工装饰装修工程施工控制
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 中国电力井盖行业市场前景分析预测年度报告(目录)