





树杈柱的制作 本工程树杈柱主管为φ 1000×30 和φ800×30 两种规格,需工厂卷制 和接长,树杈支管为φ 500以下的无缝管,可市场采购。 1.主管卷制 1)所有用于卷制钢管的钢板其纵、环缝位置的坡口均使用铣边机刨坡 口或利用半自动切割;利用半自动切割,切割边缘需进行清渣、打磨处理。 2)用钢板卷制的钢管,卷制时应注意坡口朝外。 3)钢板卷管加工如下 4)加工成型后的零件应标明下道工序所需各种符号,如节段号、零件 号、零件名称、尺寸及各种标记线等。 2、钢管纵、环缝装焊 1)钢管纵缝装焊 钢管纵缝装配应在铁平台上完成,应控制纵缝间隙,焊前设置跨缝码 , 焊后冷却至常温,成型不好的应进行矫圆。 2)环缝装焊 环缝应当在具有纵向线型的水平胎架的进行,应当控制环缝的间隙、主 拱纵向线性,焊前加跨缝码。为保证线型,每个节段两端头应当设点以控 制线型。装焊时应当将焊接收缩量考虑在内。 3

针对大型卷板机数控自动化的工程需求,根据板材的力学性能及卷制流程中的几何参数,研究并建立了适用于大型板材卷制工艺要求的一般数学模型。在此基础上,以某弯板机为例,研发了大型板材卷制数控系统及数控程序,并结合实际工程样件完成了大型板材的卷制加工,验证了提出的大型板材卷制工艺流程数学模型的正确性。研究内容不仅对同类装备方案设计和技术改造具有指导意义,且为高效、准确完成大型板材卷板加工提供了可靠的理论依据。
热门知识
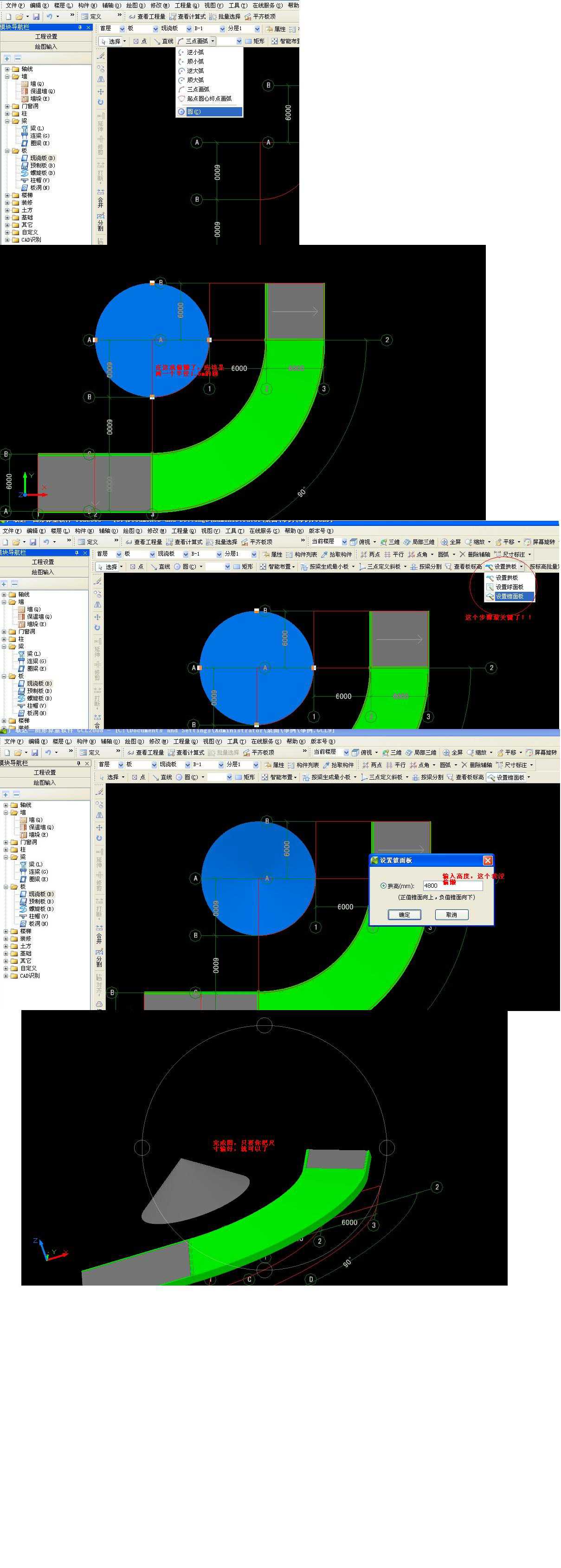
锥型管如何卷制-
话题: 造价软件asasdddd520
-
话题: 造价软件aumanjunli
精华知识
锥型管如何卷制
最新知识
锥型管如何卷制
相关问答
锥型管如何卷制
锥型管如何卷制相关专题
- 开关86型什么意思
- 开关86型是什么意思
- 开小型制钉厂要多少成本
- 开小型制砖机场挣钱
- 抗冲型UPVC硬塑管,承插粘接
- 可调型螺纹套筒连接
- 空心矩型方钢计算公式
- 离型膜上的克指的是什么
- 离型膜是怎样划分区别的
- 离型膜有什么用途
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 云计算技术在城市轨道交通运营指挥管理系统中的应用
- 财政投资项目评审建设新机制
- 圆管涵工程数量表(20201022195115)
- 园林绿化养护精细化管理对河源市园林景观的影响分析
- 新型透水衬砌在南台子一级水电站尾水渠中的尝试
- 新型基于热力学法的水泵效率数学模型及应用
- 基于超磁致伸缩效应的新型液压高速开关阀
- 云南省昆明市建设局建筑工程深基坑施工安全管理规定
- 原来这就是辨别冷热水管正确方法商家终于肯说实话了
- 云南郝家河砂岩型铜矿床地质特征与接替资源勘查成果
- 中国施工企业管理协会科学技术奖技术创新成果申报书
- 支持群体设计的工程数据库管理系统的结构及实现
- 水利管理单位信访工作
- 圆CFRP-钢管混凝土偏压构件荷载-变形关系分析
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 以建筑工程资料管理的规范化促进工程质量的管理监督
- 锥型管桩桩尖
- 准备20万开个配电柜厂行吗
- 准备从网上买开关插座
- 准备开始算量
- 准备种植的树苗如何保存
- 准备装修的业主值得一看
- 准东的石油基地
- 拙政别墅入住率有多少
- 桌球台要多少钱一张
- 桌上书架如何安装
- 涿鹿郦景豪庭房价多少
- 涿州的房价真的过万了么
- 涿州房产是否有投资价值
- 涿州房价平均多少
- 涿州惠友橙园规开发区管吗
- 涿州杰创装饰怎么样
- 涿州金星花园地理位置
- 涿州天保绿城有五证
- 涿州现在房价怎么样
- 涿州有哪些别墅
- 卓宝防水材料价格是多少
- 卓宝防水代号有哪些
- 卓宝防水的产品质量如何
- 卓宝防水怎么样
- 卓宝涂无忧防水怎么样
- 卓达花园好不好
- 卓高和楼邦瓷砖胶哪个更好
- 卓高美缝剂的施工方法
- 卓高美缝剂多少钱一组
- 卓高美缝剂金色多少钱一瓶