
- 首页 >
- > 20mm厚钢板理论重量
更新时间:2026.04.19




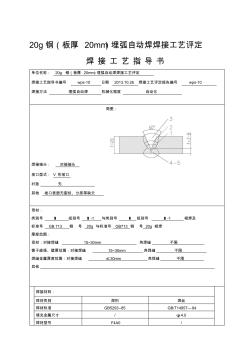
20g钢(板厚 20mm)埋弧自动焊焊接工艺评定 焊 接 工 艺 指 导 书 单位名称: 20g 钢(板厚 20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号 wps-10 日期 2013.10.26 焊接工艺评定报告编号 wps-10 焊接方法 埋弧自动焊 机械化程度 自动化 简图: 焊接接头: 对接接头 坡口型式: V 形坡口 衬垫 无 其他 坡口表面无裂纹、分层等缺欠 母材: 类别号 Ⅰ 组别号 Ⅰ -1 与类别号 Ⅰ 组别号 Ⅰ -1 相焊及 标准号 GB 713 钢 号 20g 与标准号 GB713 钢 号 20g 相焊 厚度范围: 母材:对接焊缝 15~30mm 角焊缝 不限 管子直径、壁厚范围:对接焊缝 15~30mm 角焊缝 不限 焊缝金属厚度范围:对接焊缝 ≤30mm 角焊缝 不限 其他 焊接材料: 焊材类别 焊剂 焊丝 焊材标准 GB5293--85 GB/T1
摘要:通过埋弧焊焊接中厚板开坡口与不开坡口焊接的工艺比较,了解到在中厚板埋弧焊不 开坡口焊接不仅给我们节省很多加工工序, 还能让企业节省成本。 研究不开坡口埋弧焊工艺, 提高焊接质量和焊接效率, 推广此种技术在中厚板领域的应用。 20mm的钢板在不开坡口的情 况下进行埋弧焊焊接,电流对焊缝质量的影响;对与不同厚度的板材的焊接工艺参数也是不 一样的,在焊接 20mm的碳钢,在选择第一层焊接电流上时为 690-710a ,第二层时焊接电流 为 740-760a 。 关键词:埋弧焊;不开坡口;焊接工艺;最优参数 中图分类号: tg44 文献标识码: a 文章编号: 1006-4311(2016)07-0152-03 0 引言 在埋弧焊运用过程中,埋弧焊开破口焊接现在主要存在的不足之处是埋弧焊在焊接过程 中使用的焊剂比较多,带来的焊接成本就高很多,在焊接效率上不是太高。埋弧焊不开坡口 焊接可以
热门知识
20mm厚钢板理论重量-
话题: 造价软件huang_1987
-
话题: 室内设计wangqing04b8
精华知识
20mm厚钢板理论重量-
话题: 工程造价133****5618

最新知识
20mm厚钢板理论重量-
话题: 地产家居xinghuaijin
-
话题: 工程造价yanjie1004
专题概述
20mm厚钢板理论重量知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关20mm厚钢板理论重量最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:20mm厚钢板理论重量
相关话题
资料下载
相关资讯
20mm厚钢板理论重量相关专题
- 沥青拌合站楼年节约20万
- 建筑工程配筋1E20什么意思
- 建筑中c20代表什么
- 江门20年来有什么变化
- 一个4层办公楼高度不足20m
- 消防知识要20个
- 机械车位20年到期怎么办
- 建筑朝向ws20是表示什么
- 消防安全标语20条是什么
- 消防安全标语20条
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 政府与社会资本合作(PPP)项目审计监督理论
- 公路造价师考试基础理论及法规公路基本建设程序试题
- 工程建设监理论文浅谈当前工程监理主要问题及对策
- 基于HSE理论分布式能源站施工安全设计与管理
- 工程量清单计价模式下投标报价策略技巧与决策理论
- 工程测量员职业技能理论知识考试要点
- 工程造价管理基础理论与相关法规工程项目管理
- 基于BSC和ANP理论PPP项目绩效评价体系
- 基层公共文化体育设施建设项目工程咨询理论与方法
- 国外投标理论在葫芦岛市平山引水工程投标报价中应用
- 利用价值工程理论控制商业建筑设计阶段
- 梁波基于反光蓄光理念辅助隧道节能照明理论与技术
- 交通部公路工程监理工程师考试监理理论题及答案
- 利用QC理论提高钻孔灌注桩清孔沉渣控制合格率
- 基于主成分分析和集对分析理论配电网项目群投资决策
- 基于全寿命周期造价管理电力工程造价管理论文
- 16mm钢板理论重量
- 耐酸碱不锈钢板
- 耐腐蚀不锈钢板
- 耐高温不锈钢板型号
- 430不锈钢板材价格
- 太钢321不锈钢板
- 不锈钢花纹钢板标准
- 不锈钢花纹钢板价格
- 321不锈钢板密度
- 321不锈钢板执行标准
- 321不锈钢板厂
- 无锡321不锈钢板
- 321不锈钢板价格
- 321不锈钢板cl321bxgb
- 321不锈钢板厂家
- 贵阳321不锈钢板
- 碳钢板材管材
- q345q钢板
- q345b钢板标准
- q345e钢板
- q345c钢板价格
- q345c钢板力学性能
- q345c钢板现货
- 西安q345合金钢板
- q235c钢板价格
- q235a钢板规格
- q235a钢板厚度规格表
- q235a钢板价格
- q235a钢板厚度规格
- 乌鲁木齐彩钢板