




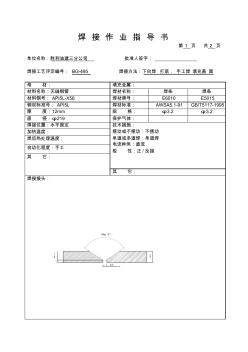
焊 接 作 业 指 导 书 第 1 页 共 2 页 单位名称:胜利油建三分公司 批准人签字: 焊接工艺评定编号: BG-495 焊接方法:下向焊 打底, 手工焊 填充盖 面 母 材: 填充金属: 材料名称:无缝钢管 焊材名称: 焊条 焊条 材料钢号: API5L-X56 焊材牌号: E6010 E5015 钢材标准号: API5L 焊材标准: AWSA5.1-91 GB/T5117-1995 厚 度:12mm 规 格: φ3.2 φ3.2 直 径:φ219 保护气体: 焊接位置:水平固定 技术措施: 摆动或不摆动:不摆动 单道或多道焊:单道焊 电流种类:直流 极 性:正 /反接 加热温度: 焊后热处理温度: 自动化程度:手工 其 它: 其 它: 焊接接头: 2-3 0- 1 60± 5° 12 第 2 页 共 2 页 焊 接 规 范 记 录 层 次 填充金属
2024-T351铝排 简介: 2024(LY12)为铝-铜-镁系中的典型硬铝合金, 其成份比较合理,综合性能较好。很多国家 都生产这个合金,是硬铝中用量最大的。该合金的特点是:强度高,有一定的耐热性,可用 作 150°C 以下的工作零件。 温度高于 125°C,2024合金的强度比 7075 合金的还高。 热状态、 退火和新淬火状态下成形性能都比较好, 热处理强化效果显著, 但热处理工艺要求严格。 抗 蚀性较差, 但用纯铝包覆可以得到有效保护 ;焊接时易产生裂纹,但采用特殊工艺可以焊接, 也可以铆接。广泛用于飞机结构、铆钉、卡车轮毂、螺旋桨元件及其他种种结构件。 2024(LY12) 合金铝的化学成份 : 硅 Si 铁 Fe 铜 Cu 锰 Mn 镁 Mg 铬 Cr 锌 Zn 钛 Ti 其它元素 铝 每个 总计 0.5 0.5 3.80-4.90 0.30-0.90 1.20-1.80
热门知识
351按钮-
话题: 地产家居zhoubing_217
-
话题: 室内设计sunnyboyhcm
精华知识
351按钮-
话题: 地产家居nidie00000
最新知识
351按钮-
话题: 地产家居linshaoboseu

351按钮相关专题
- 柯兰多和i35哪个好
- 辽宁土石方35%问题
- 轴流风机t35-11-4多少钱
- 铸钢35号钢具体牌号是什么
- 江淮hc35叉车多少钱
- 角钢35*35*3的每米重量
- 一棵35年的桂花树值多少钱
- 一套35米箱梁钢模板重量
- 优质35crmo钢管多少钱一吨
- 远东电缆zr-yjlv224*35价格
- 关于当一台电梯故障时并联外呼按钮无法消号技术通告
- Visual C开发环境绘制PNG按钮的方法
- 电梯人性化设计—电梯按钮改良设计
- 使用加法指令实现点动按钮对电动机启、停控制实验
- 三防信号箱及防爆呼唤按钮安装分项工程质量验收记录
- 日本idec和泉al8mm11r系列照明按钮开关
- 为什么三相电机正常运转后按停止按钮却不能停止运转
- 单片机系统的复位方式有手动按钮复位和上电复位
- 电梯人性化设计电梯按钮改良设计
- HXD2电力机车用带F型微动开关的紧急制动按钮
- CM351型履带式潜孔钻机在帷幕灌浆施工中的应用
- 火灾自动报警系统手动报警按钮安装检查记录
- 安全型防爆控制按钮在防爆起重机上的应用
- 手动火灾报警按钮安装工程检验批质量验收记录表
- 规解答消火栓按钮报警联动信号矛盾处置
- 电视机功能按钮模芯的设计与加工
- S7-200PLC的电动机单按钮启停控制