




电熔鞍形管件连接操作方法 1、将电熔鞍形管件从包装塑料袋中取出,检查外观是否良好 ; 在需要焊接的表面标记焊接面,用无水酒精擦拭干净,刮去 氧化皮厚度 0.1-0.2mm。 注:带气操作必须降到 0.1MPa以下并确保施工环境符合燃气 带压、带气安全操作规程要求。 2、将电熔鞍形抱箍按要求固定,确保鞍形熔焊面与管材表面吻 合 ; 确保抱箍带受力居于鞍形中心,各抱箍螺栓受力均匀 ; 注意:抱箍螺栓松紧度,以固定牢整个管件不能扳动为止, 同时也绝不可拧得太紧,超过极限。 3、按管件上标示的焊接时间对管件进行电熔焊接 ; 4、在支管上打压操作并进行气密性试验,确保无泄漏后方可进 行开孔操作 ; 必须要完全冷却后,方可用专用扳手进行钻孔 ; 当钻孔力较大时可适当回退一下再进行 ; 在钻刀钻透后必须迅速把钻刀回退直到顶住,确保密封; 5、旋上鞍形顶盖,必须要旋紧密封 ; 对鞍形顶盖及
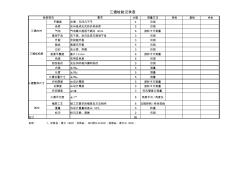
要求 分值 测量方法 自检 复检 终检 平整度 光滑,无凹凸不平 4 目测 杂质 无与组成无关的外来杂质 5 目测 气泡 气泡最大直径不超过 3mm 6 游标卡尺测量 浸润不良 无干斑、发白及其它浸润不良 3 目测 开裂 无树脂开裂 3 目测 裂纹 表面无开裂 5 目测 白纱 无分层、炸裂 3 目测 表面平整度 最大1.5 mm 6 游标卡尺测量 色差 无明显色差 6 目测 刮伤垫伤 无任何纤维外漏和划伤 5 目测 内径 ±5‰ 5 测量 长度 ±5‰ 5 测量 三通位置尺寸 ±5‰ 5 测量 内衬厚度 ≥设计厚度 5 游标卡尺测量 总厚度 ≥设计厚度 5 游标卡尺测量 巴氏硬度 ≥36 3 巴氏硬度计测量 三通平行度 ±1° 6 角度平台 /角度仪 铺层工艺 按工艺要求的铺层及方法制作 8 过程控制 /样块焚烧 重量 与设计重量误差≤ 10% 5 称重 标识 标识正确、清晰 2 目测 合
鞍型三通相关专题
- 开关86型什么意思
- 开关86型是什么意思
- 开个小型涂料厂需要什么
- 开关中的86型是什么意思
- 开什么小型加工厂赚钱
- 开小型制钉厂要多少成本
- 开小型制砖机场挣钱
- 开一个小型led灯泡组装厂
- 抗冲型UPVC硬塑管,承插粘接
- 可调型螺纹套筒连接
- 新型透水衬砌在南台子一级水电站尾水渠中的尝试
- 新型基于热力学法的水泵效率数学模型及应用
- 基于超磁致伸缩效应的新型液压高速开关阀
- 云南郝家河砂岩型铜矿床地质特征与接替资源勘查成果
- 新型的低压成套开关设备GGD型低压配电柜
- 应用型人才培养模式下高校机电工程综合实践改革探索
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 新型贴片式户外全彩LED显示屏用途的显示器件
- 影响免蒸养(压)粉煤灰小型空心砌块强度指标的因素
- 基于闭环反馈优化的IDC基础设施造价评估模型
- 以杉木积成材为芯板的新型细木工板的动态热机械分析
- 应用CAO型消烟节能燃煤装置改造锻造和退火加热炉
- 新型自行式全旋转桥梁检修车在桥梁工程中的应用
- 中海PCR型超薄磨耗层用改性乳化沥青与应用
- 新型节能型烧结页岩空心砖外墙的自保温系统
- 新型免扎线绝缘子在配电网架空线路中的应用
- 应用型人才培养模式下结构力学教学方法与探索