




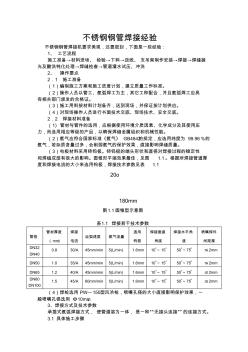
不锈钢钢管焊接经验 不锈钢钢管焊接机要求美观,还要密封,下面是一些经验: 1、 工艺流程 施工准备→材料进场、 检验→下料→放线、 支吊架制作安装→焊接→焊缝抛 光及酸洗钝化处理→焊缝检查→管道灌水试压、冲洗 2、 操作要点 2.1 施工准备 (1)编制施工方案和施工进度计划,建立质量工作标准。 (2)操作人员以管工、氩弧焊工为主,其它工种配合,并且氩弧焊工应具 有相关部门颁发的合格证。 (3)施工用料按材料计划备齐,送到现场,并保证按计划供应。 (4)对现场操作人员进行书面技术交底、现场技术、安全交底。 2.2 焊接材料准备 (1) 管材与管件的选用,应根据使用环境介质因素、化学成分及其使用压 力,而选用相应等级的产品,以确保焊缝金属组织和机械性能。 (2)氩气应符合国家标准《氩气》 GB4842的规定,应选用纯度为 99.96%的 氩气,若杂质含量过多,会削弱氩气的保护效果,直接影
不锈钢钢管 焊接要点及注意事项 1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极) 2.一般适合于 6mm 以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点 3.保护气体为氩气,纯度为 99.99%。当焊接电流为 50~50A 时,氩气流量为 8~0L/min ,当 电流为 50~250A 时,氩气流量为 2~5L/min 。 4.钨极从气体喷嘴突出的长度,以 4~5mm 为佳,,在角焊等遮蔽性差的地方是 2~3mm,在 开槽深的地方是 5~6mm,喷嘴至工作的距离一般不超过 5mm。 5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 6.焊接电弧长度,焊接普通钢时,以 2~4mm 为佳,而焊接不锈钢时,以 ~3mm 为佳,过长 则保护效果不好。 7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。 8.为使氩气很好地保护焊接熔池,和便于施焊操作,
热门知识
不锈钢钢瓶接头-
话题: 室内设计linlin198724
精华知识
不锈钢钢瓶接头-
话题: 室内设计laddon1977
最新知识
不锈钢钢瓶接头-
话题: 室内设计julia19890
不锈钢钢瓶接头相关专题
- 可否制作不锈钢方管冲孔机
- 可丽纳特不锈钢筷子笼CP010
- 刻蚀不锈钢板多少钱一平
- 昆明不锈钢水箱
- 昆山不锈钢切割到哪里加工
- 昆山哪里卖不锈钢管
- 昆山哪里有黑钛镜面不锈钢
- 昆山哪里有卖不锈钢的
- 昆山哪里需要做不锈钢
- 昆山专业做不锈钢挡水板
- 关于非不锈钢管道、设备系统凝结水回收节能技术改造
- 关于加强预应力混凝土抗拔管桩连接接头质量控制通知
- 不锈钢隔膜泵品牌排行榜
- 国际不锈钢和管材展览会将于2013年9月在上海召开
- 含表面缺陷双相不锈钢管道非匹配焊接接头安全评定
- 末级过热器U型管与不锈钢吊挂板连接角焊缝泄漏原因
- 恳盈排水不锈钢防臭地漏厂家帮你选择工业防臭地漏
- 高强不锈钢管数控弯曲回弹对材料参数的敏感性
- CRF立式多级不锈钢离心泵自来水管道增压水泵选型样本
- 304不锈钢在室温HCl+NaCl溶液中的应力腐蚀机理
- 循环利用特钢生产后的废水提高不锈钢管材强度的工艺研究
- Excel勤哲服务器在冷轧精密不锈钢带板型改善中的应用
- 不锈钢保温窗框结构
- 变形下304L奥氏体不锈钢的形变诱导马氏体相变
- 中国多级离心泵型号前十强公司不锈钢多级泵品牌企业排名
- 中国不锈钢丝参考标准
- 304、316和316L三种不锈钢的性能比较及典型用途