




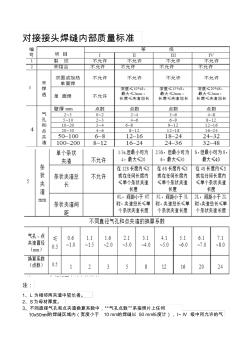
对接接头焊缝内部质量标准 注: 1、L 为相邻两夹渣中较长者。 2、S为母材厚度。 3、不同直径气孔和点夹渣换算系数中,“气孔点数”系指照片上任何 10x50mm.2的焊缝区域内(宽度小于 10 mm的焊缝以 50 mm长度计), I~ IV 级中所允许的气 孔点数,多者用于厚度上限,少者用于厚度下限,中间厚度所允许的气孔点数用插入法 决定,可四舍五入取整数。表中规定单面未焊透的长度,指设计焊缝系数大于 70%者, 若等于或小于 70%时,则长度不限。 4、缺陷的综合评级:在 12S焊缝长度内(如 12S超过底片长度则以一张底片长度为限) 几种缺陷同时存在时,应先按各类缺陷单独评级。如有两种缺陷,可将其级别数字之 和减 1 作为缺陷综合后的焊缝质量等级。如有三种缺陷,可将其级别数字之和减 2 作 为缺陷综合后的焊缝质量等级。 焊缝外观质量验收标准及尺寸允许偏差 1.依据《YB3301-20

热门知识
不锈钢焊接质量标准-
话题: 工程造价baihehua9921
精华知识
不锈钢焊接质量标准-
话题: 地产家居gzj19831984
-
话题: 室内设计luyingbo007
-
话题: 装修工程zhudragonzhu
最新知识
不锈钢焊接质量标准不锈钢焊接质量标准相关专题
- 不锈钢防盗栏安装施工工艺
- 不锈钢岗亭的CAD施工图
- 不锈钢管施工
- 不锈钢护窗栏杆施工工艺
- 不锈钢栏杆的施工
- 不锈钢燃气管道施工方案
- 不锈钢门锁优点在哪里
- 不锈钢嵌条施工技术方案
- 不锈钢施工时应注意什么
- 不锈钢在伸缩缝上如何施工
- 关于实行建筑工程质量标准化管理通知
- 广东省城市绿地养护质量标准DB44T2692005
- 建筑施工企业安全质量标准化检查内容及评价标准
- 建筑企业贯彻ISO9000质量标准作用及改进措施
- 建筑工程真石漆施工工艺和质量标准
- 建筑施工安全质量标准化工地检查内容及评定标准
- 安全质量标准化工作
- 夹河煤矿安全质量标准化管理规定
- 煤矿机电运输专业质量标准化达标规划
- 矿井机电安全质量标准化标准及考核评分办法新标准
- 高头窑煤矿矿井安全质量标准化评分及等级评定表
- 山西省煤矿地面设施安全质量标准化新标准和评分表
- 建筑施工安全质量标准化管理与文明样板工地典范实务手册
- 不锈钢焊接工艺评定工程建设锅炉压力容器压力管道
- 安庆市建设工程质量标准化示范工程管理指导意见
- 北京市轨道交通施工现场安全质量标准化考评实践的初步研究
- 安徽省建筑施工安全质量标准化示范工地申报考核办法附件