




1、放电间隙:放电间隙指 加工时工具和工件之间产生火花 放电的一层距离间隙。在 加工 过程中,则称为 加工间隙 S, 它的大小一般在 0.01-0.5mm 之间,粗加工时间隙较大, 精加 工时则较小。 加工间隙又可分为端面间隙 SF 和侧面间隙 SL (见图三) 2、脉冲宽度 ti (μs):脉冲宽度简称脉宽,它是加到工具 和工件上放电间隙两端的电压脉冲的持续时间(见图)为了 防止电弧烧伤,电火花 加工只能用断断续续的脉冲电压波。 粗加工 可用较大的脉宽 ti>100 μs,精加工时只能用较少的 脉宽 ti<50 μs。 3、脉冲间隔 to( μs):脉冲间隔简称脉间或间隔,也称脉冲 停歇时间。它是两个电压脉冲之间的间隔时间 (见图四 )。间 隔时间过短,放电间隙来不及消电离和恢复绝缘,容易产生 电弧放电,烧伤工具和工件;脉间选得过长,将降低 加工 生 产率。 加工 面积、 加工深度较大
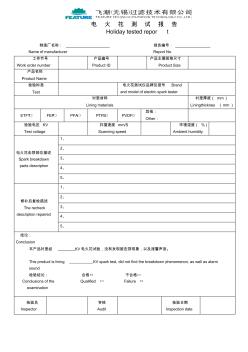
电 火 花 测 试 报 告 Holiday tested repor t 制造厂名称: 报告编号: Name of manufacturer Report No. 工作令号 Work order number 产品编号 Product ID 产品主要规格尺寸 Product Size 产品名称 Product Name 检验标准 Test 电火花测试仪品牌及型号 Brand and model of electric spark tester 衬里材料 Lining materials 衬里厚度( mm) Liningthicknes (mm) ETFT□ FEP□ PFA□ PTFE□ PVDF□ 其他: Other: 检验电压 KV Test voltage 扫描速度 mm/S Scanning speed 环境湿度( %) Ambient humidity 电火花击穿部位
热门知识
电火花检测仪型号-
话题: 装修工程pangguoping
精华知识
电火花检测仪型号-
话题: 工程造价z20110803063
-
话题: 建筑施工138****0900
-
话题: 工程造价yuanchangan
最新知识
电火花检测仪型号-
话题: 工程造价shenhui2002
-
话题: 工程造价qq673792983
-
话题: 工程造价jxshhjxqxf
电火花检测仪型号相关专题
- 卡式电表套定额
- 开关灯电线怎么装图
- 开关的电线根数问题
- 开个火锅店要多少钱
- 开关电线怎么装
- 开关电源反馈设计问题
- 开关电源高频变压器的设计
- 开关电源占空比怎么算
- 开关电源的设计与工作原理
- 开关电源的设计制作问题
- 中国十大污水污物潜水电泵型号
- 中国卧式单级离心泵型号
- 中国灌溉潜水泵型号
- 中国变频管道泵型号
- 国内立式不锈钢多级离心泵型号
- 各型号混土砂石基础每延米方量
- 前十品牌榜单自吸离心泵型号
- 中国污水污物潜水电泵型号前十名污水处理泵品牌企业排名
- 配线架价格行情走势工程造价规格型号大全
- 插板阀价格行情走势工程造价规格型号大全
- 腻子胶价格行情走势工程造价规格型号大全
- 中国多级离心泵型号前十强公司不锈钢多级泵品牌企业排名
- 中国自动搅匀潜水排污泵型号行业十大防爆潜污泵品牌首选
- 全自动增压泵单相三相变频全自动管道增压泵型号选型
- 4-68型离心风机型号
- PVC管规格和型号讲解
- 不锈钢焊条的型号及选用