





以E4303电焊条药皮配方中中碳锰铁合金为研究对象,取三种不同颗粒度的中碳锰铁制备E4303电焊条。对制备的电焊条分别进行了主要焊接工艺性能测试、熔敷金属的微观组织观察、熔敷金属化学成分分析和熔敷金属冲击性能试验。结果表明,加入纳米级中碳锰铁的电焊条电弧稳定性优良;纳米颗粒增加了晶粒形核的核心,起到了细化晶粒的作用;纳米颗粒烧损严重,减弱了中碳锰铁合金的脱氧、脱硫和渗合金效果,使熔敷金属内产生弥散氧化夹渣,导致冲击韧性降低。
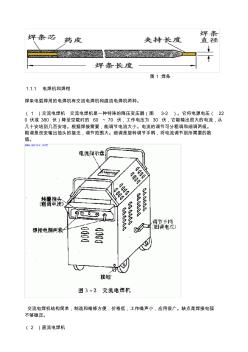
图 1 焊条 1.1.1 电焊机和焊钳 焊条电弧焊用的电焊机有交流电焊机和直流电焊机两种。 ( 1 )交流电焊机 交流电焊机是一种特殊的降压变压器(图 3-2 )。它将电源电压( 22 0 伏或 380 伏)降至空载时的 60 ~ 70 伏,工作电压为 30 伏,它能输出很大的电流,从 几十安培到几百安培。根据焊接需要,能调节电流大小。电流的调节可分粗调和细调两级。 粗调是改变输出抽头的接法,调节范围大。细调是旋转调节手柄,将电流调节到所需要的数 值。 交流电焊机结构简单,制造和维修方便,价格低,工作噪声小,应用很广。缺点是焊接电弧 不够稳定。 ( 2 )直流电焊机 直流电焊机是由交流电动机和特殊的直流发电机组成的 (图 3-3 )。电动机带动发电机旋转, 发出满足焊接要求的直流电,其空载电压约为 50 ~ 80 伏,工作电压为 30 伏。电流调节 范围为 45 ~ 3
热门知识
电焊条e4精华知识
电焊条e4-
话题: 地产家居liuweiwei810
-
话题: 室内设计handel_zhou
最新知识
电焊条e4-
话题: 室内设计a120782470
-
话题: 工程造价jc_汕尾市规划设计研究院
-
话题: 室内设计yuechen99999
电焊条e4相关专题
- 老款电焊机一般多少钱一台
- 老式电焊机多少钱一台
- 雷神电焊机的价格
- 自动埋伏焊算电焊工
- 租一台电焊机一天多少钱
- 最小电焊机多少钱
- 最小电焊机多少钱一台
- 江苏04定额电焊接桩问题
- 一台发电电焊一体机多少钱
- 用电焊机能焊不锈钢管吗
- 不锈钢管、焊接钢管、铸铁管单位重量表以及电焊条规格表
- 电焊条低电压焊接工艺性能配方调整
- 高强度高韧性超低氢电焊条的研制
- CJ421立向下电焊条在连续油管焊接的应用
- 用于碳化钨堆焊的管装电焊条的研究
- 高强马氏体不锈钢电焊条的研制
- 电焊条的规格型号及用途
- 耐磨堆焊电焊条
- 常用几种电焊条参数
- EDC68高硬度高耐磨堆焊电焊条
- TH-290铁路专用电焊条应用
- 常用焊条合格证电焊条电子合格证
- D707电焊条A302不锈钢电焊条
- 常用电焊条规格型号及用途
- 电焊条的规格型及用途
- 电焊条配制
- 电焊条