




铁碳微电解法的工艺特点 近年来,微电解法在许多行业的废水处理中都有大量应用, 工艺已日趋成熟。 影响微电解处理效果的因素主要有废水 pH值、停留时间、处理负荷、铁屑粒径、 铁炭比、通气量、微电解材料选择及组合方式等, 有的还会影响反应的机理 [3] 。 一般来说: 1 )入水 pH值应选偏酸性,可控制到 3-6.5 ,酸性过强虽能促进微电解的作 用,但破坏了后续的絮凝体, 且铁的消耗量较大, 后续处理负荷重, 产生铁泥多。 随着微电解的进行,废水中的 H+逐渐被消耗而导致 pH值升高,从而使得微电解 反应趋于缓和。 2 )停留时间也是影响微电解处理效果的重要因素,其长短直接关系到微电 解反应的进程。一般处理效果随停留时间延长而提高, 但当到达一定时间后反应 基本停止,且停留时间过长会带来铁消耗量大, 反色等不利因素, 停留时间不足 则反应不完全。不同的废水其污染物不同,所需
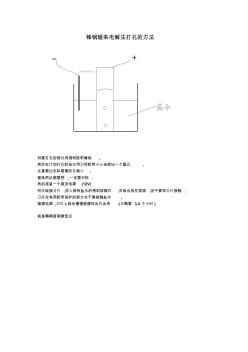
锋钢锯条电解法打孔的方法 将要打孔的部分用透明胶带缠绕 , 然后在计划打孔的地方用刀将胶带小心地挖出一个圆孔 , 注意要比实际需要的孔略小 , 锯条两边都要挖 ,一定要对称 . 然后准备一个直流电源 (12V) 将正级接刀片 ,放入装有盐水的朔料容器内 ,负级也放在里面 ,但不要和刀片接触 , 刀片没有用胶带保护的部分也不要接触盐水 , 接通电源 ,刀片上就会慢慢被腐蚀出孔出来 .(大概要 3,4 个小时 ) 就是精确度稍微低点
热门知识
电解法脱毛-
话题: 给排水jiasuo0111
-
话题: 工程造价daocaoren070
精华知识
电解法脱毛-
话题: 给排水zzqwb1377539
-
话题: 地产家居clodsslyest
最新知识
电解法脱毛电解法脱毛相关专题
- 离子水机的电解离子水特点
- 中脉净水机有电解质
- 紫铜与电解铜有哪些区别
- 长江现货1#铜是电解铜吗
- 怎么自制电解装置
- 怎样分辨镀锌板和电解板
- 怎样判断电解池和原电池
- 怎样提高铝电解电容耐热
- 怎样自己制作电解水器
- 这个是电解电容的符号吧
- 微电解法预处理锂电池阴极生产废水
- 微电解法预处理高浓度有机化工废水的工程改造与实践
- 全卤水电解法制烧碱
- 催化铁内电解法降解效率与偶氮染料结构的关系
- 动态铁屑粉煤灰内电解法处理染料废水
- 悬浮电解法回收废旧电子印刷线路板中的铜
- 铁碳微电解法深度处理酒精工业废水
- 微电解法检测冷却水结垢性能
- 控制电位电解法NO2气体传感器
- 电解法处理含铬废水
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底