





一、摆辗法兰管接头的模具结构法兰管接头是管道的连接件,要求具有一定强度、韧性和气密性。尤其在各种高压管路中,对法兰接头的要求更为严格。目前法兰管接头均采用铸造、锻造或液态模锻等方法成型。用铸造方法生产的法兰盘一般存在缩松、缩孔等各种铸造缺陷,制件满足不了使用要求。用锻造方法加工的法兰盘可消除上述铸造缺陷,但要求有制坯工序,从而提高了制件成本。液态模锻集铸-锻为一体,简化了生产周期,提高了产品质量。若法兰的尺寸和比压值
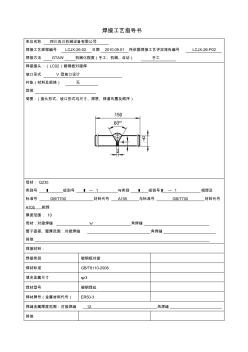
焊接工艺指导书 单位名称 四川良川机械设备有限公司 焊接工艺规程编号 LCJX-26-02 日期 2010.09.01 所依据焊接工艺评定报告编号 LCJX-26-P02 焊接方法 GTAW 机械化程度(手工、机械、自动) 手工 焊接接头:(LC02)碳钢板对接焊 坡口形式 V 型坡口设计 衬垫(材料及规格) 无 其他 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 150 2 4 1 0 60° 母材: Q235 类别号 Ⅰ 组别号 Ⅰ — 1 与类别 Ⅰ 组别号Ⅰ — 1 相焊及 标准号 GB/T700 材料代号 A105 与标准号 GB/T700 材料代号 A105 相焊 厚度范围: 10 母材:对接焊缝 ∨ 角焊缝 管子直径、壁厚范围:对接焊缝 角焊缝 其他 焊接材料: 焊接类别 碳钢板对接 焊材标准 GB/T8110-2008 填充金属尺寸 φ3 焊材型号 碳
热门知识
对接焊平法兰-
话题: 造价软件xingchuan123
精华知识
对接焊平法兰-
话题: 造价软件haoshixing
-
话题: 室内设计jc_jindehbbd
最新知识
对接焊平法兰-
话题: 地产家居alanlei606
-
话题: 工程造价zz272935240
对接焊平法兰相关专题
- 怎样区别承插和对接管件
- 脚手板对接平铺时接头处
- 金属与陶瓷管对接,有无方法
- 猴车钢丝绳对接视频
- 型钢到底能不能对接
- 遥控插座和遥控器怎么对接
- 管对接是什么类型的焊缝
- 钢筋对接焊工艺
- 钢筋对接焊接技术
- 钢丝绳对接手工插接方法
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 异种钢焊接接头退火工艺
- 中国电器工业协会电焊机分会五届五次理事会
- 中国电器工业协会电焊机分会四届八次理事会会议纪要
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 调整焊管工业结构
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 意大利TEKSID公司合金灰铸铁汽缸体的焊补技术
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 关于900t铁路架桥机钢结构焊接工艺采用标准
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程机械行业焊接与切割应用现状及关键技术发展趋势
- 基于Matlab神经网络工具箱电弧焊工艺参数优化
- 国内外焊接内螺纹铜管与无缝内螺纹铜管技术发展状况