




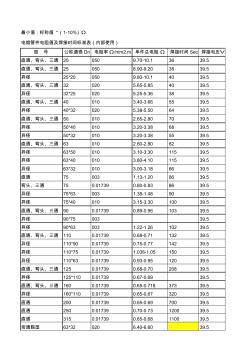
型 号 公称通径 Dn 电阻率Ω/mm2.m 单件总电阻 Ω 焊接时间 Sec 焊接电压V 直通、弯头、三通 20 050 9.70-10.1 36 39.5 直通、弯头、三通 25 050 8.90-9.20 38 39.5 异径 25*20 050 9.80-10.1 40 39.5 直通、弯头、三通 32 020 5.65-5.85 40 39.5 异径 32*25 020 5.25-5.36 38 39.5 直通、弯头、三通 40 010 3.40-3.66 55 39.5 异径 40*32 020 5.38-5.50 64 39.5 直通、弯头、三通 50 010 2.65-2.80 70 39.5 异径 50*40 010 3.20-3.38 68 39.5 异径 50*32 010 3.20-3.38 55 39.5 直通、弯头、三通 63 010 2.60-2.80 82
电熔管件的焊接操作过程 (一)、电熔承插管件的焊接操作过程 1、焊接前准备: 1).测量电源 电压,确认焊机工作时的电压符合要求。 2).清洁电源输出接头, 保证 良好的导电性。 2、管材截取:管材的端面应垂直轴线,其误差 < 5mm。 3、焊接面清理:测量电熔管材的长度或者中心线,在焊接的 管材表面上划线标识,将大于划线区域约 5mm 内的焊接面刮削约 0.2mm厚,以去除氧化层。 4、管材与管件承插: 在管材上重新划线, 位置距端面为 1/2管件长度。拆开管件包装,将清洁的电熔管件与需 要焊接的管材承插,保持管件外侧边缘与标记线平齐。 安装电熔夹具, 不得使电熔管件承受外力, 管材与管件的不同轴度应当小于管材外径 尺寸的 1.5%。 5、输出接头连接:焊机输出端与管件接线柱牢固连 接,不得虚接。 6、焊接模式设定:按焊机说明书要求,将焊机调整 到“自动”或“手动”模式。 6、焊接数据
热门知识
电熔套筒焊接时间-
话题: 工程造价jc_南华大学建筑工程设计研究所
精华知识
电熔套筒焊接时间-
话题: 工程造价sunbld2000
最新知识
电熔套筒焊接时间-
话题: 工程造价memeraintea
-
话题: 工程造价herstory14
电熔套筒焊接时间相关专题
- 电熔弯径的价格
- 电熔套筒计算方法
- 玻璃电熔炉
- 胶圈电熔双密封聚乙烯复合管
- pe电熔焊机怎么用
- 管道电熔连接
- 聚乙烯电熔管件
- 电熔锆刚玉白粉
- pe管电熔焊接规范
- 承插式电熔接口
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程机械行业焊接与切割应用现状及关键技术发展趋势
- 杭州空港经济区工业园区环境综合整治设计工程发布时间
- 国内外焊接内螺纹铜管与无缝内螺纹铜管技术发展状况
- 埋弧焊焊接工艺及操作方法
- 含表面缺陷双相不锈钢管道非匹配焊接接头安全评定
- 接地扁铁焊接方法
- 基于改进RBFNN配电网停电时间自动识别模型
- 基于时间优先级变频恒压供水系统泵组控制方式
- 基于田口方法铸铝A356焊接工艺参数优化
- GB5185-85金属焊接及钎焊方法在图样上的表示代号
- 中国工程建设焊接协会第八届年会暨第四届理事会会议纪要