




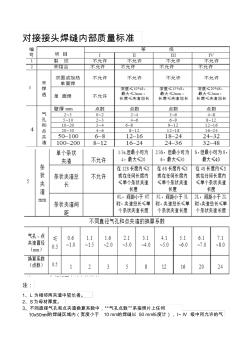
对接接头焊缝内部质量标准 注: 1、L 为相邻两夹渣中较长者。 2、S为母材厚度。 3、不同直径气孔和点夹渣换算系数中,“气孔点数”系指照片上任何 10x50mm.2的焊缝区域内(宽度小于 10 mm的焊缝以 50 mm长度计), I~ IV 级中所允许的气 孔点数,多者用于厚度上限,少者用于厚度下限,中间厚度所允许的气孔点数用插入法 决定,可四舍五入取整数。表中规定单面未焊透的长度,指设计焊缝系数大于 70%者, 若等于或小于 70%时,则长度不限。 4、缺陷的综合评级:在 12S焊缝长度内(如 12S超过底片长度则以一张底片长度为限) 几种缺陷同时存在时,应先按各类缺陷单独评级。如有两种缺陷,可将其级别数字之 和减 1 作为缺陷综合后的焊缝质量等级。如有三种缺陷,可将其级别数字之和减 2 作 为缺陷综合后的焊缝质量等级。 焊缝外观质量验收标准及尺寸允许偏差 1.依据《YB3301-20
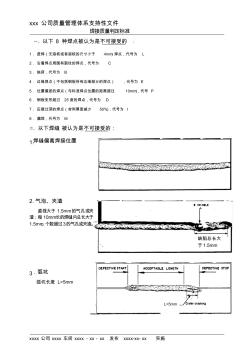
xxx 公司质量管理体系支持性文件 焊接质量判定标准 xxxx 公司 xxxx 车间 xxxx-xx-xx 发布 xxxx-xx- xx 实施 一、以下 8 种焊点被认为是不可接受的 : 1. 虚焊(无溶核或者溶核的尺寸小于 4mm)焊点,代号为 L 2. 沿着焊点周围有裂纹的焊点,代号为 C 3. 烧穿,代号为 B 4. 边缘焊点(不包括钢板所有边缘部分的焊点) ,代号为 E 5. 位置偏差的焊点(与标准焊点位置的距离超过 10mm),代号 P 6. 钢板变形超过 25度的焊点,代号为 D 7. 压痕过深的焊点(材料厚度减少 50%),代号为 I 8. 漏焊,代号为 M 二、以下焊缝 被认为是不可接受的: 1.焊缝偏离焊接位置 2.气泡、夹渣 直径大于 1.5mm的气孔或夹 渣;每 10mm长的焊缝内总长大于 1.5mm、个数超过3的气孔或夹渣。 3.弧坑 弧坑长
热门知识
国家焊接质量标准-
话题: 工程造价qinjianman
-
话题: 工程造价andsunheyuan
-
话题: 工程造价guxiangguang
精华知识
国家焊接质量标准最新知识
国家焊接质量标准国家焊接质量标准相关专题
- 楼板现浇的国家标准是什么
- 中国国家博物馆的建筑布局
- 噪声扰民国家有什么规定
- 建筑外墙砖有国家规定
- 易涂宝油漆是那个国家的
- 国家标准建筑图集怎样下载
- 国家的道路怎么区分的
- 国家二级建筑师报考条件
- 国家规定的施工时间
- 国家规定施工扰民时间
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 中国家具钢管行业市场前景分析预测年度报告(目录)
- 中国焊接学会堆焊及表面工程专委会
- 中国施工企业管理协会国家优质工程
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 中国国家博物馆改扩建设计回顾及学术研讨会
- 云冈国家森林公园范围调整对森林景观资源的影响分析
- 中国水泥工厂余热发电设计规范国家标准即将出台
- 印刷设备维修工国家职业技能标准终审会
- 正泰电器牢抓标准建设通过国家4A级标准化企业复审
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 中国家用电器协会第五届十二次常务理事会
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 云南500千伏大理输变电工程可研报告报送国家计委
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中华人民共和国特种设备-国家化学建筑材料测试中心