




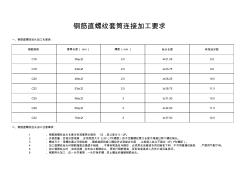
钢筋规格 套筒长度( mm) 螺距(mm) 丝头长度 有效丝牙数 C16 38±2 2.5 ≥21.25 8.5 C18 43±2 2.5 ≥23.75 9.5 C20 48±2 2.5 ≥26.25 10.5 C22 53±2 2.5 ≥28.75 11.5 C25 58±2 3 ≥31.50 10.5 C28 65±2 3 ≥34.50 11.5 C32 70±2 3 ≥37.50 12.5 二、钢筋直螺纹丝头加工注意事项: 钢筋直螺纹套筒连接加工要求 一、钢筋直螺纹丝头加工长度表: 1 、钢筋直螺纹丝头长度为标准套筒长度的 1/2,其公差为 0→2P。 2 、外观质量:目测牙型饱满 ,牙顶宽度大于 0.3P(P为螺距)的不完整螺纹累计长度不得超过两个螺纹周长。

钢筋直螺纹连接丝头加工操作规程 一、加工要求 1.钢筋接头加工人员必须经培训合格后方可上岗,并确保相对稳定。 2.严格进行工艺检验。 3.需加工套丝的钢筋必须采用台式砂轮片切割机进行切割,钢筋端部应平整。 4.需加工套丝的钢筋马蹄形缺口,镦粗头不得有与钢筋轴线相垂直的横向裂纹。 5.钢筋丝头长度应满足企业标准中产品设计要求。公差应为 0~2.0p。 6.钢筋丝头宜满足 6f 级精度要求,应用专用直螺纹量规检验,通规能顺利旋入并达到要求 的拧入长度,止规旋入不得超过 3p。抽幢数量 10%,检验合格率不应小于 95%。 7.螺纹丝头牙形饱满,无断牙。 二、工艺流程钢筋断面平头一处理断面角刺头检测 三、丝头加工 1.按所需的钢筋规格调整试棒,并调整好滚丝机内孔最小尺寸。 2.按钢筋规格更换涨刀环,并按滚钉的丝头尺寸调整好剥助挡板的直径尺寸。 3.调整剥助挡板及滚压行程开关位置, 保证剥助及滚压
热门知识
钢筋丝头螺纹中径-
话题: 建筑施工jianxue1983
精华知识
钢筋丝头螺纹中径最新知识
钢筋丝头螺纹中径-
话题: 地产家居zyx247867924
-
话题: 工程造价chenming6526
-
话题: 工程造价zouchunlei
钢筋丝头螺纹中径相关专题
- 抗震钢筋施工依据哪个规范
- 梁板铰缝钢筋怎样施工
- 怎样看钢筋的建筑施工图
- 建筑施工中钢筋焊接长度
- 一份钢筋施工组织设计
- 工程施工中抽钢筋如何计算
- 无粘结预应力钢筋怎么施工
- 钢筋的施工搭接用量
- 钢筋单.双面焊的施工工艺
- 钢筋的施工方法
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 一体式膜-生物反应器中膜面污泥沉积速率及其影响因
- 医用洁净空调系统设计调试中易忽视的问题及设计优化
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 圆形截面预应力钢筋混凝土悬臂式支护桩的分析与应用
- 在地铁建设、运营中屏蔽门系统与相关专业的接口分析
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 引水隧洞工程中热应力中对围岩表层稳定性的影响分析
- 引用CAD电子图在广联达工程计算软件中的应用技巧
- 影响工程项目管理中的质量因素与提高质量管理的对策
- 中玻新材拟建10条800万m~2Low-E玻璃线
- 增设钢牛腿在连续独柱墩桥梁抗倾覆加固设计中的应用
- 乙酰丙酮分光光度法测定新装修住宅室内空气中的甲醛
- 在项目成本控制中的实践与探索工程项目成本管理系统
- 有关CAD技术在水利工程设计中的实际应用方法
- 中、小跨径钢筋混凝土拱桥现浇支架(拱架)设计指南