




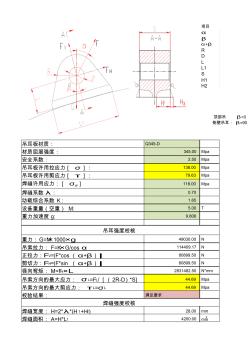
项目 α β α+β R D L L1 S H1 H2 吊耳板材质: Q345-D 材质屈服强度: 345.00 Mpa 安全系数: 2.50 Mpa 吊耳板许用拉应力[ σ]: 138.00 Mpa 吊耳板许用剪应力[ τ]: 79.63 Mpa 焊缝许用应力:[ σw] 118.00 Mpa 焊缝系数 λ: 0.70 动载综合系数 K: 1.65 设备重量(空重) M: 5.00 T 重力加速度 g: 9.806 重力:G=M×1000×g 49030.00 N 吊索拉力: F=K×G/cos α 114409.17 N 正拉力:FV=|F*cos (α+β)| 80899.50 N 剪切力:FH=|F*sin (α+β)| 80899.50 N 径向弯矩: M=FH×L 2831482.50 N*mm 吊索方向的最大应力: σ L=FL/[(2R-D)*S] 44.69 Mpa 吊索
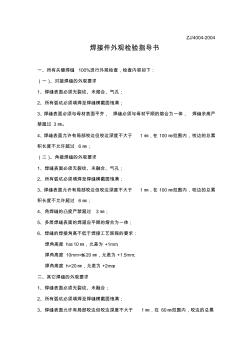
ZJ/4004-2004 焊接件外观检验指导书 一、所有关键焊缝 100%进行外观检查,检查内容如下: (一)、对接焊缝的外观要求 1、焊缝表面必须无裂纹、未熔合、气孔; 2、所有弧坑必须填焊至焊缝横截面饱满; 3、焊缝表面必须与母材表面平齐, 焊缝必须与母材平顺的熔合为一体, 焊缝余高严 禁超过 3㎜。 4、焊缝表面允许有局部咬边但咬边深度不大于 1㎜,在 100㎜范围内,咬边的总累 积长度不允许超过 6㎜; (二)、角接焊缝的外观要求 1、焊缝表面必须无裂纹、未融合、气孔; 2、所有弧坑必须填焊至焊缝横截面饱满; 3、焊缝表面允许有局部咬边但咬边深度不大于 1㎜,在 100㎜范围内,咬边的总累 积长度不允许超过 6㎜; 4、角焊缝的凸度严禁超过 3㎜; 5、多层焊缝表面的焊道应平顺的熔合为一体; 6、焊缝的焊接角高不低于焊接工艺规程的要求: 焊角高度 h≤10㎜,允差为 +1mm;
热门知识
焊缝容许强度-
话题: 建筑施工yuhuashi1988
-
话题: 工程造价152****1014
精华知识
焊缝容许强度-
话题: 工程造价zengkaiqiang
-
话题: 工程造价daiqiangyuan
-
话题: 工程造价zhuyanlong1
最新知识
焊缝容许强度-
话题: 工程造价dahuang526
-
话题: 工程造价nzl2000_1978
焊缝容许强度相关专题
- 金属焊缝用耐压密封胶
- 焊缝挂不住油漆怎么办
- 涂焊缝密封胶的工艺
- 幕墙钢架施工焊缝补漆
- 黄金焊缝
- 焊缝有几种
- 焊缝的表示
- 焊缝返修卡
- 焊缝机加工
- 焊缝问题
- 影响免蒸养(压)粉煤灰小型空心砌块强度指标的因素
- 有限元强度折减法在路基边坡稳定性分析中的应用
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 择压法检测砌筑砂浆抗压强度技术规程召开编制组会议
- 再论桥涵施工技术规范中混凝土抗压强度验收标准
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 再生混凝土块体替代率对混凝土立方体抗压强度的影响
- 混凝土抗压强度检测
- 应用静压预应力高强度混凝土管桩(PHC桩)的体会
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 关于建筑工程混凝土强度主要检测技术分析及应用
- 工业建筑用高强度纤维混凝土组合梁受弯性能试验
- 基于ANSYS堆石混凝土重力坝强度及抗滑稳定分析
- 国标<钢制管法兰连接强度计算方法>评析
- 各种砖强度(密度)
- 基于FlAC3D强度折减法露天煤矿边坡稳定性分析
- 基于TRIZ解决木质微穿孔吸声板孔隙率和强度冲突