




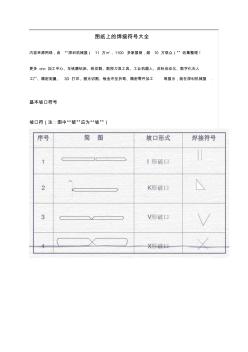
图纸上的焊接符号大全 内容来源网络,由 “深圳机械展( 11 万㎡, 1100 多家展商,超 10 万观众)” 收集整理! 更多 cnc 加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人 工厂、精密测量、 3D 打印、激光切割、钣金冲压折弯、精密零件加工 等展示,就在深圳机械展 . 基本坡口符号 坡口符(注:图中“破”应为“坡”) 焊接图纸符号标注图解示例焊接符号标注实例及方法 在焊接结构图样上,焊接方法可按国家标准 GB5185-85 的规定用阿拉伯效字表示,标 注在指引线的尾部。 常用焊接方法代号见表 3-9 所示。如果是组合焊接方法, 可用“ / ” 分开,左侧表示正面 (或盖面 )的焊接方法,右侧表示背面 (或打底 )焊接方法。例如 V 形 焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为 141/111 。 焊缝符号和焊接方法代号标注示例见
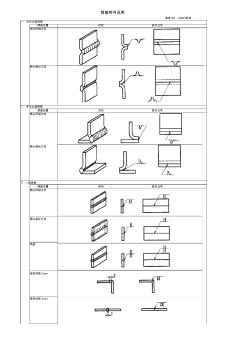
参考JIS-Z3021标准 一,双法兰型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 二,单法兰型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 三, I型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 两面 板材间距 2mm 板材间距 2mm 焊接符号说明 闪光焊接 摩擦压接 四,V型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 板厚19mm 坡口深度 16mm 坡口开口角度 60° 板材间距 2mm 完全熔透焊接 板厚12mm 坡口开口角度 45° 使用垫板 板材间距 4.8mm 焊后表面突出部分 要机加处理平整 部分熔透焊接 板厚12mm 坡口深度 5mm 坡口开口角度 60° 板材间距为0 五,X型焊接 焊接位置 形状 表示记号 两面 该部位机加磨平处理 闪光焊接闪光焊接 闪光焊接 闪光焊接 摩擦压接 坡口深度 箭头方向 16
图纸焊接符号大全集相关专题
- 看建筑基础图纸
- 看建筑图纸能提出什么问题
- 看什么书学建筑图纸
- 看建筑图纸顺序
- 看建筑图纸要注意些什么
- 看施工图纸的顺序与步骤
- 抗滑桩施工图纸怎么看
- 凉亭设计施工图纸
- 楼房建筑图纸怎么看
- 住宅楼全套施工图纸
- 磷铵技术改造五大磷肥工程的建议
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 在大荷载作用下人工挖孔灌注桩桩基承台的设计与施工
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 中国消防十大品牌
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 中国十大污水污物潜水电泵型号
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 在大标段竞争大规模施工中全面提升项目物资管理水平
- 整体同步顶升技术维修桥梁支座在宣大高速公路的应用
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 再生大骨料影响自密实堆积混凝土力学性能的试验
- 医疗垃圾破碎机破碎装置的结构设计含全套CAD图纸
- 中国工程建设焊接协会全国优秀焊接工程
- 在铁路复杂咽喉区顶进大孔径框架桥设计施工关键技术
- 中国水利工程协会五大员(资料员)考题B80分截图