




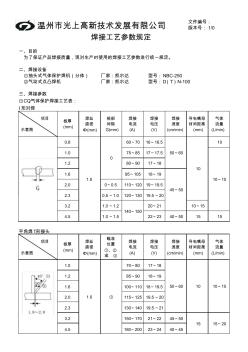
文件编号: 版本号: 1/0 一、目的 为了保证产品焊接质量,现对生产时使用的焊接工艺参数进行统一规定。 二、焊接设备 ①抽头式气体保护焊机(分体) 厂家:凯尔达 型号:NBC-250 ②气动式点凸焊机 厂家:凯尔达 型号:D(T)N-100 三、焊接参数 ①CO2气体保护焊接工艺表: I形对焊 项目 示意图 板厚 (mm) 焊丝 直径 Φ(mm) 根部 间隙 G(mm) 焊接 电流 (A) 焊接 电压 (V) 焊接 速度 (cm/min) 导电嘴母 材间距离 (mm) 气体 流量 (L/min) 0.8 60~70 16~16.5 10 1.0 75~85 17~17.5 1.2 80~90 17~18 1.6 95~105 18~19 2.0 0~0.5 110~120 19~19.5 2

以提高焊接工艺过程中资源和能源利用效率,减少碳排放为目的,从物料、能源、废弃物3个维度,对焊接加工过程碳排放机理加以分析.根据焊接及数学理论建立了焊接过程的碳排放特性函数.对回流焊接设备影响碳排放的因子进行分析,建立遗传算法优化模型,并找出了最优解.
热门知识
焊接工艺参数-
话题: 工程造价listen112980
-
话题: 工程造价guangdongwu
精华知识
焊接工艺参数-
话题: 工程造价nihaokv2006
最新知识
焊接工艺参数-
话题: 工程造价cuilin8410
-
话题: 地产家居gzj19831984
-
话题: 地产家居lixiaoshanll
-
话题: 地产家居cuijian1111
焊接工艺参数相关专题
- 铸铁阀门有裂缝怎么焊接
- 建筑施工中钢筋焊接长度
- 焊接法兰阀门需要法兰片不
- 焊接钢管内防腐怎么施工
- 焊接施工单价如何确定
- 焊接式阀门如何试压
- 工地大门是怎么焊接的
- 现执行的国家焊接施工标准
- 干挂石材挂件能否焊接
- 高层建筑均压环焊接
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中国焊接学会堆焊及表面工程专委会
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 圆锥碎矿机工作原理、技术参数、安装调试及维护检修
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 基于CMOS工艺的二维风速传感器的设计和测试
- 影响方管柱H型钢梁隔板贯通式节点承载力的参数分析
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 有限元解Biot固结方程时初始参数选取方法
- 新型高压输电线路电量参数测量装置与设计
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用