




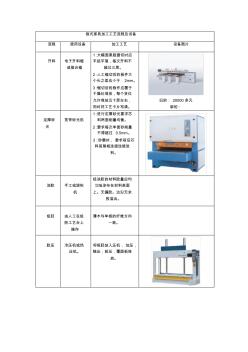
板式家具加工工艺流程及设备 流程 使用设备 加工工艺 设备图片 开料 电子开料锯 或推台锯 1:大幅面素版据切时应 平起平落,每次开料不 超过三层。 2:人工锯切后的板件大 小头之差应小于 2mm。 3:锯切后的板件应置于 干燥处堆放,每个货位 允许堆放五十层左右, 同时将工艺卡片写清。 旧的: 20000多元 新的: 定厚砂 光 宽带砂光机 1:进行定厚砂光要求芯 料两面削量均衡。 2:要求每次单面砂削量 不得超过 0.5mm。 3:砂磨时, 要求前后芯 料首尾相连接连续进 料。 涂胶 手工或滚轮 机 经涂胶的材料胶量应均 匀地涂布在材料表面 上。无漏胶。边沿无余 胶溢出。 组胚 由人工在组 胚工艺台上 操作 薄木与单板的纤维方向 一致。 胶压 冷压机或热 压机。 将板胚放入压机, 加压, 稳压,卸压,覆面板堆 放。 裁边 精密裁边圆 锯机和双面 裁边锯机 覆面板裁边时先经刻痕 锯在其背
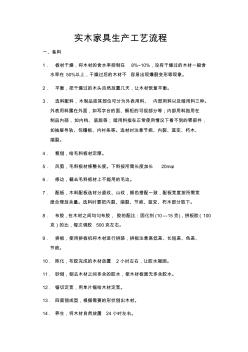
实木家具生产工艺流程 一、备料 1. 板材干燥,将木材的含水率控制在 8%~10%,没有干燥过的木材一般含 水率在 50%以上,干燥过后的木材不 容易出现爆裂变形等现象。 2. 平衡,把干燥过的木头自然放置几天,让木材恢复平衡。 3. 选料配料,木制品按其部位可分为外表用料、 内部用料以及暗用料三种。 外表用料露在外面,如写字台的面、橱柜的可视部分等;内部用料指用在 制品内部,如内档、底版等;暗用料指在正常使用情况下看不到的零部件, 如抽屉导轨、包镶板、内衬条等。选材时注意节疤、内裂、蓝变、朽木、 端裂。 4. 粗刨,给毛料板材定厚。 5. 风剪,毛料板材修整长度。下料按所需长度加长 20mm。 6. 修边,截去毛料板材上不能用的毛边。 7. 配板,木料配板选材分直纹、山纹,颜色搭配一致,配板宽度按所需宽 度合理放余量。选料时要把内裂、端裂、节疤、蓝变、朽木部分取下。 8. 布胶,在木材之
热门知识
家具生产工艺学-
话题: 建筑设计yanjing8889
精华知识
家具生产工艺学-
话题: 室内设计changhengxin
最新知识
家具生产工艺学-
话题: 地产家居135****5544
家具生产工艺学相关专题
- 2019家装家具
- 玉环家具
- 福亮家具
- 缅花家具
- 草编家具
- 豪成家具
- 铝镁家具
- 泰瑞思家具
- 潍坊家具城
- 维也纳家具
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 云南省城镇照明工程安全生产规程(修订征求意见稿)
- 中国家具钢管行业市场前景分析预测年度报告(目录)
- 主要用固体工业废渣生产硫铝酸盐水泥熟料的方法
- 中国铝业山东分公司新建20万吨4A沸石生产线开工
- 浙江深美装饰工程有限公司生产车间工程安全监理细则
- 彝良县七里沟煤矿安全生产责任制及各工种岗位责任制
- 余杭某供电营业所生产营业用房工程建筑设计招标文件
- 无机材料工艺学课程改革探索
- 在建工程评审制度在预拌混凝土生产计划管理中的应用
- 中国石油天然气股份有限公司安全生产管理暂行办法
- 中厚板生产线升级改造设备中心线基准的测量方法
- 中国石化工程建设项目生产准备与试车管理探索与实践
- 中国建材工程总承包国内吨位最大浮法玻璃生产线投产
- 环境工程专业生产实习环节教学实践与总结
- 应用CSP热轧卷生产的冷轧与镀锌产品常见缺陷分析
- 中国华电集团公司防止电力生产事故重点措施补充要求