




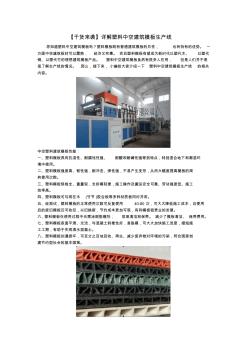
【干货来袭】详解塑料中空建筑模板生产线 您知道塑料中空建筑模板吗?塑料模板既有普通建筑模板的共性, 也有特有的优势。 一 方面中空建筑板材可以置换, 经济又实惠。 而且塑料模板有望成为新时代以塑代木、 以塑代 钢、以塑代竹的理想建筑模板产品。 塑料中空建筑模板虽然有很多人在用, 但是人们并不是 很了解生产线的情况。 那么,接下来, 小编给大家介绍一下 塑料中空建筑模板生产线 的相关 内容。 中空塑料建筑模板性能: 一、塑料模板具有抗湿性、耐腐蚀性强、 耐酸和耐碱性强等到特点,特别适合地下和潮湿环 境中使用。 二、塑料模板强度高、韧性强,耐冲击、弹性强,不易产生变形,从而大幅度提高模板的周 转使用次数。 三、塑料模板规格全、重量轻,支拆模轻便,施工操作及搬运安全可靠、劳动强度低、施工 效率高。 四、塑料模板可与现在木 (竹节 )胶合板等多种材质板同时并用。 五、经测试,塑料模板的正常使用次数
介绍了PVC木塑建筑模板双机共挤发泡和单机结皮发泡的工艺流程,对比了2种生产线的生产操作、设备成本与产品性能.结果表明:与单机结皮发泡生产线相比,双机共挤发泡生产线的设备复杂,生产难度大,生产连续性低,设备成本高,但采用其生产的PVC木塑建筑模板性能更好,在特定配方下能高出1个性能等级.
热门知识
建筑模板生产线-
话题: 工程造价liu2289221
精华知识
建筑模板生产线-
话题: 工程造价jinshengxuan
-
话题: 工程造价liufang999
最新知识
建筑模板生产线-
话题: 地产家居fjb62253502
-
话题: 工程造价dongqiuli95
建筑模板生产线相关专题
- 困惑欧式建筑应该怎么画su
- 住宅建筑设计任务书
- 自学建筑设计要学些什么
- 怎么画天正建筑楼板
- 怎么画好建筑手绘的透视
- 怎么画建筑两点透视图
- 怎么考虑建筑设计
- 建筑设备监控系统是什么
- 建筑设备用房设计
- 建筑设计里容积率的含义
- 中国铝业山东分公司新建20万吨4A沸石生产线开工
- 中厚板生产线升级改造设备中心线基准的测量方法
- 中国建材工程总承包国内吨位最大浮法玻璃生产线投产
- 哈萨克3000t/d水泥生产线开工
- 基于PLC、现场总线化工化合生产线电气自动化改造
- 工厂生产线总包工程临时用电专项施工方案
- 建筑模板设计原则
- 兰州某建材公司480万吨矿渣微粉生产线项目申请报告
- 合金轧辊在φ12mm螺纹钢筋切分生产线上应用实践
- 电子原器件生产线成套设备
- 建筑用聚苯乙烯泡沫塑料生产线建设项目可行性报告
- 中部首条年产2000万m2纸面石膏板生产线荆门投产
- 900桶小时桶装生产线设备采购与安装工程项目
- 触摸屏和伺服在铝塑板生产线上的应用
- 中国建材工程签订哈萨克斯坦首条浮法玻璃生产线总包合同
- 352 PC在彩色钢板涂层生产线上的应用
- 公司硝化棉生产线扩能改造项目职业病危害控制效果评价