




特殊过程控制记录表 产品型号 QTZ40(5008) 特殊过程控制名称 起重臂拉杆 编号 (批号 ) 9110040201012 产品名称 塔式起重机 过程控制内容及要求 检测及处理情况 过程控制结果、评定 备注 1. 焊接方法:。 焊接材料: 焊接区域的清理和坡口 : 2. 焊接电流: 焊接电压: 焊接顺序: 3. 焊接质量检查: 1. 采用 Co2气体保护焊施焊。 ER50—6.φ1.2焊丝。 焊接区域的铁锈、毛刺、污垢等杂质已清除, 坡口按图纸要求加工。 2. 焊接电流 260—320A。 焊接电压 32V。 焊接顺序按焊接工艺施焊。 3. 焊缝外形尺寸及外观质量符合要求。 按要求施工 . 合格 操作员 : 杨万林 检验员 : 潘洪生 2009.9.19. 特殊过程控制记录表 产品型号 QTZ40(5008) 特殊过程控制名称 起重臂 编号 (批号 ) 91100402040
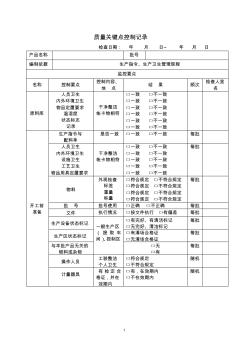
1 质量关键点控制记录 检查日期: 年 月 日~ 年 月 日 产品名称 批号 编制依据 生产指令、生产卫生管理规程 监控要点 名称 控制要点 控制内容、 地 点 结 果 频次 检查人签 名 原料库 人员卫生 内外环境卫生 物品定置要求 温湿度 状态标志 记录 干净整洁 帐卡物相符 □一致 □不一致 □一致 □不一致 □一致 □不一致 □一致 □不一致 □一致 □不一致 □一致 □不一致 开工前 准备 生产指令与 配料单 是否一致 □一致 □不一致 每批 人员卫生 内外环境卫生 设施卫生 工艺卫生 物品用具定置要求 干净整洁 帐卡物相符 □一致 □不一致 □一致 □不一致 □一致 □不一致 □一致 □不一致 □一致 □不一致 每批 物料 外观检查 标签 重量 称量 □符合规定 □不符合规定 □符合规定 □不符合规定 □符合规定 □不符合规定 □符合规定 □不符合规定 每批 批 号 批号使用
热门知识
控制记录-
话题: 造价软件wmh19800913
-
话题: 工程造价lingxiu8481
精华知识
控制记录-
话题: 工程造价158****8559
-
话题: 工程造价qiuhuaping
最新知识
控制记录-
话题: 地产家居wushengmin

相关问答
控制记录
控制记录相关专题
- 2019深圳市建设工程质量控制与监理规范
- EPC总承包质量控制措施
- EPC总承包质量控制
- 浮雕石材干挂装饰质量控制
- 防撞护栏外观质量控制QC
- 防撞护栏外观质量控制
- 风雨操场质量控制重点
- 管片拼装质量控制
- 干挂石材质量控制
- 格宾石笼施工质量控制
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 医院病房楼工程施工装饰装修工程施工控制
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 地面蓄水试验记录
- 智能化技术在电气工程自动化控制中的应用与实践研讨
- 智能建筑虚拟仪器监控系统与控制网络的接口技术
- 招标控制价管理规定【辽住建发(2012)27号】
- 指路标志(里程碑和百米碑)施工记录表
- 多方式远程控制门禁系统
- 政府投资项目如何做好智能化系统工程建设的过程控制
- 一拖一水泵智能保护水位有线无线控制配电箱使用手册
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 在工程建设管理中进行工程造价全过程控制的几点建议
- 支护工程钢腰梁、混凝土腰梁检验批质量验收记录表
- 有粘结预应力结构施工过程中的应力损失控制技术
- 通风预埋管道的防护密闭专项工程质量验收记录表