




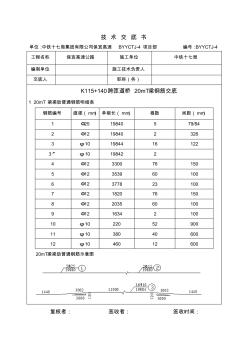
技 术 交 底 书 单位:中铁十七局集团有限公司保宜高速 BYYCTJ-4 项目部 编号:BYYCTJ-4 工程名称 保宜高速公路 施工单位 中铁十七局 编制单位 施工技术负责人 交底人 职称(务) K115+140跨匝道桥 20mT梁钢筋交底 1 20mT 梁梁肋普通钢筋明细表 钢筋编号 直径(mm) 单根长( mm) 根数 间距(mm) 1 Φ25 19840 5 79/84 2 Φ12 19840 2 326 3 φ10 19844 16 122 3′ φ10 19842 2 4 Φ12 3300 76 150 5 Φ12 3539 60 100 6 Φ12 3778 23 100 7 Φ12 1820 76 150 8 Φ12 2035 60 100 9 Φ12 1634 2 100 10 φ10 220 52 900 11 φ10 380 40 600
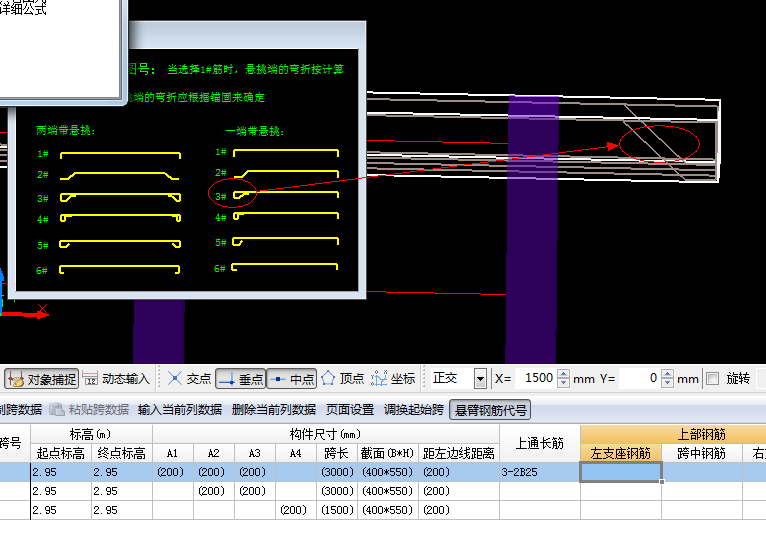

连梁钢筋编辑相关专题
- 可以在过梁上建圈梁吗
- 可以在梁上面立柱子么
- 扣不扣圈梁
- 框架梁、连梁套项问题
- 框架梁板模板超高的计算
- 框架梁的高度
- 框架梁的计算
- 框架梁的跨数
- 框架梁钢筋集中标注问题
- 框架梁集中标注
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 圆形截面预应力钢筋混凝土悬臂式支护桩的分析与应用
- 影响方管柱H型钢梁隔板贯通式节点承载力的参数分析
- 新型自行式全旋转桥梁检修车在桥梁工程中的应用
- 道路桥梁与渡河工程专业教学改革
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 增设钢牛腿在连续独柱墩桥梁抗倾覆加固设计中的应用
- 中、小跨径钢筋混凝土拱桥现浇支架(拱架)设计指南
- 圆形截面钢筋混凝土受弯构件正截面承载力的简化计算
- 影响我国公路桥梁板式橡胶支座质量的因素及应对措施
- 宜兴抽水蓄能电站地下厂房岩壁梁混凝土温控防裂技术
- 应用TAT和SATWE对钢筋混凝土框剪结构
- 应用型人才培养为导向的高等钢筋混凝土结构课程改革
- 引黄工程北干1~#隧洞Ⅳ标预制厂房钢吊车梁的设计
- 支护工程钢腰梁、混凝土腰梁检验批质量验收记录表