
- 首页 >
- > 铝青铜焊接技术怎么提高
更新时间:2026.07.19




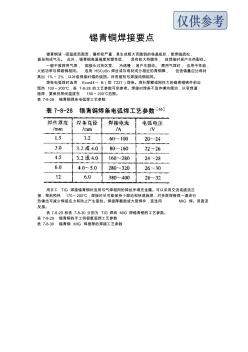
锡青铜焊接要点 锡青铜液 -固温度范围宽,偏析较严重,易生成粗大而脆弱的枝晶组织,使焊缝疏松, 甚至构成气孔。 此外,锡青铜高温强度和塑性低, 具有较大热脆性, 故焊接时易产生热裂纹。 一般不推荐用气焊, 固接头过热区宽、 冷速慢,易产生裂纹。 需用气焊时, 应用中性焰, 火焰功率与焊碳钢相同。 选用 HSCuSn 焊丝或与母材成分相近的青铜棒, 但含锡量应比母材 高出 1%~ 2%,以补偿焊接时锡的烧损。所用熔剂与焊接纯铜相同。 焊条电弧焊时选用 EcusⅡ一 B(即 T227)焊条。焊补厚擘或刚性大的锡青铜铸件前应 预热 100~200℃,表 7-8-28 的工艺参数可供参考。焊接时焊条不宜作横向摆动,以窄焊道 施焊,要保持层间温度在 150~200℃范围。 表 7-8-28 锡青铜焊条电弧焊工艺参数 用手工 TIG 焊接锡青铜时选用与气焊相同的焊丝作填充金属。可以采用交流或直流正

焊接技术是现代工业和科学技术发展的产物,是现代工业制造技术的一个重要的组成部分。通过对氧枪喷头产品中的焊接工艺难点进行试验研究,制定了可行的技术方案,保证了产品使用性能的要求。针对产品的结构,对焊接方法的选择进行了综合分析,通过试验研究,确定适于生产的工艺方案,以保证产品质量满足使用性能。对产品铜-铜焊接工艺进行了较系统研究,主要分析了铜与铜合金的焊接性;钎焊特点;钎焊接头的形成过程,其中包括钎料和母材金属成份、钎焊温度等。同时对氧枪喷头内部结构的钎焊工艺性从选用钎料、钎焊工艺试验两个方面进行了分析研究,并且针对氧枪喷头铜-钢焊接工艺性、对零件材质焊接性进行了分析,运用了铜钢电子束焊接,铜钢钨极氩弧焊接,铜钢熔化极氩弧焊接等方法进行了试验,确定了适于批量生产的工艺方法,经生产验证产品达到了各项技术性能指标。
热门知识
铝青铜焊接技术怎么提高-
话题: 地产家居heiguiyou1
-
话题: 室内设计yln19820227
-
话题: 装修工程fanguocheng
精华知识
铝青铜焊接技术怎么提高-
话题: 工程造价dayusun338
最新知识
铝青铜焊接技术怎么提高-
话题: 室内设计caffemates
专题概述
铝青铜焊接技术怎么提高知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关铝青铜焊接技术怎么提高最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:铝青铜焊接技术怎么提高
相关话题
相关资讯
铝青铜焊接技术怎么提高相关专题
- 凯里沪山铝土矿多少钱1吨
- 烤瓷铝板属于金属板
- 壳牌沥青和sk沥青有区别吗
- 可以焊铝的焊锡丝
- 可以焊铜铝的焊条叫什么
- 空气雾化铝粉怎么生产
- 空心铝管重量的计算公式
- 矿棉板和铝扣板有什么区别
- 拉升铝是什么材质
- 拉丝铝合金格栅吊顶多少钱
- 磷铵技术改造五大磷肥工程的建议
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 云计算技术在城市轨道交通运营指挥管理系统中的应用
- 支持并行工程和智能CAPP的制造资源建模技术
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 应对水源突发污染的城市供水应急处理技术与应用
- 引用公路桥涵施工技术规范JTJ0412000
- 振冲碎石桩地基加固技术在椒江标准海塘工程中的应用
- 中国施工企业管理协会科学技术奖技术创新成果申报书
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 以工作过程为导向构建高职建筑工程技术专业课程体系
- 智能化技术在电气工程自动化控制中的应用与实践研讨
- 中国焊接学会堆焊及表面工程专委会
- 智能建筑虚拟仪器监控系统与控制网络的接口技术
- 有色金属技术经济院与广亚铝业签署战略合作协议
- 智能微电网集成关键技术研发及其产业化项目通过验收
- 铝青铜焊丝用什么焊机
- 铝青铜和锡青铜的区别
- 铝青铜牌号94的成份
- 铝青铜是什材料
- 铝青铜硬度多少
- 铝青铜硬度是多少
- 铝热反应的操作
- 铝热反应的方程式
- 铝热反应的原理是什么
- 铝热反应问题
- 铝热剂的成份是什么
- 铝纱门纱窗属于商标第几类
- 铝是不是易熔材料
- 铝塑板安装人工费价格
- 铝塑板包门套什么定额
- 铝塑板拆除套哪一项
- 铝塑板常见规格有哪些
- 铝塑板尺寸规格一般是多少
- 铝塑板的规格尺寸
- 铝塑板的粘贴方法
- 铝塑板的支架角铁定额
- 铝塑板店招制作方法
- 铝塑板吊顶价格贵不贵
- 铝塑板吊顶怎么套定额
- 铝塑板都是多厚的
- 铝塑板都有什么规格的
- 铝塑板多少钱一张
- 铝塑板多少丝越大越好么
- 铝塑板防火等级如何确定的
- 铝塑板防火等级有B1级