




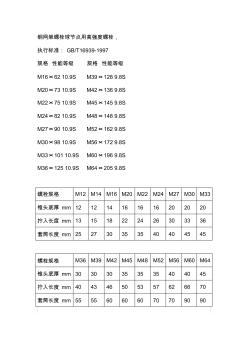
钢网架螺栓球节点用高强度螺栓, 执行标准: GB/T16939-1997 规格 性能等级 规格 性能等级 M16×62 10.9S M39×128 9.8S M20×73 10.9S M42×136 9.8S M22×75 10.9S M45×145 9.8S M24×82 10.9S M48×148 9.8S M27×90 10.9S M52×162 9.8S M30×98 10.9S M56×172 9.8S M33×101 10.9S M60×196 9.8S M36×125 10.9S M64×205 9.8S 螺栓规格 M12 M14 M16 M20 M22 M24 M27 M30 M33 锥头底厚 mm 12 12 14 16 16 16 20 20 20 拧入长度 mm 13 15 18 22 24 26 30 33 36 套筒长度 mm 25 27
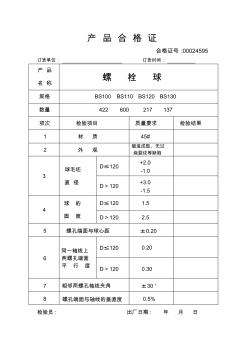
产 品 合 格 证 合格证号 :00024595 订货单位: 订货时间: 产 品 名 称 螺 栓 球 规格 BS100 BS110 BS120 BS130 数量 422 600 217 137 项次 检验项目 质量要求 检验结果 1 材 质 45# 2 外 观 锻造成型、无过 烧裂纹等缺陷 3 球毛坯 直 径 D≤120 +2.0 -1.0 D>120 +3.0 -1.5 4 球 的 圆 度 D≤120 1.5 D>120 2.5 5 螺孔端面与球心距 ±0.20 6 同一轴线上 两螺孔端面 平 行 度 D≤120 0.20 D>120 0.30 7 相邻两螺孔轴线夹角 ±30' 8 螺孔端面与轴线的垂直度 0.5% 检验员 : 出厂日期 : 年 月 日 产 品 合 格 证 合格证号 :00024598 订货单位: 订货时间: 产 品 名 称 螺 栓
热门知识
螺栓球加工图
精华知识
螺栓球加工图-
话题: 工程造价Aliceyu_1981
-
话题: 室内设计jiunjiunco
最新知识
螺栓球加工图-
话题: 工程造价shenchao1206
螺栓球加工图相关专题
- 钢结构地脚螺栓是几级
- 钢结构地脚螺栓子目
- 钢结构基础预埋螺栓
- 钢结构件安装螺栓
- 钢结构连接螺栓
- 钢结构螺栓问题
- 钢结构普通螺栓要检测
- 钢结构什么位置用高强螺栓
- 钢结构屋架、高强螺栓
- 钢结构用螺栓标准
- 中国工程图学学会成立工程与制造系统集成化分会
- 一拖一变频柜电气原理图(三晶VM1000B系列)
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 工程建设资料档案记录管理表格原材料及钢筋加工检验批
- 关于材料加工专业学生创新能力培养实验教学改革
- 华为施工工艺室内给水排水管道节点图做法大全节点图解
- 基于CATIA影像草图功能台灯底座三维实体设计
- 基于PLC钻削加工装置钻头自动循环控制电路设计
- 工程项目用地、报建、施工、验收及产权取得系统流程图
- 国家林业局关于进一步加强木材经营加工监督管理通知
- 工程项目建设流程图
- 呼和浩特抽水蓄能电站人工砂石加工系统改造优化
- 公路工程施工工艺大全路基工程光面爆破施工工艺流程图
- 国家建委关于编制基本建设工程竣工图几项暂行规定
- 混凝土结构施工图平面整体表示方法制图规则和构造详图
- 建筑施工单位夜间作业产生环境噪声污染行政处罚流程图
- 某高层建筑临时用电施工方案(附配电箱布置及接线图)