




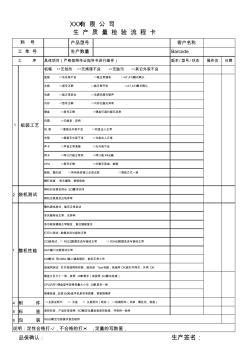
产品型号 客户名称 生产数量 Barcode 具体项目(严格按照作业指导书进行操作) 版本 /型号 /状态 操作员 日期 4 附 件 5 标 签 6 包 装 品保确认: 生产签名: 易碎标签,产品标签按照 SOP指定位置检查是否贴错,并保持一致性 与SOP规定包装要求是否相符 说明:定性合格打√,不合格的打× ,定量的写数值, 1 2 3 组装工艺 烧机测试 整机性能 USB测试 :用USB2.0接上键盘鼠标,能否正常工作 局域网测试 :打开局域网络邻居,能找到 Test电脑,局域网 OK,能打开网页,外网 OK 硬盘分区大小一致,参照 DN单要求(或按照 SOP规定检查) CPU/内存 /硬盘型号规格容量大小与 DN单是否一致 病毒检查 ,安装360检查本机是否有病毒,更新病毒库 □主板说明书

下料 等级 互检人 3、下道工序发现上道工序有质量问题者,奖励 10~100元,费用从班组或责任人工资中扣除; 5、此表格内需填写合格的打“√”,不合格的打“×”。 互检结果 抽检结果 下单日期: 年 月 日 加工日期: 年 月 日 选料含水率< 12% 工程名称 工段 规格 产品名称 下 料 工艺单号 板材、骨架宽度±1㎜ 刨料、压料四面平整光滑无坑畦 开向 操作人 数量 无虫眼、无腐烂 刨二面直角度为 90° 数量规格 压料厚度≤ 0.5 ㎜ 无坑畦、毛刺 开变形槽每格距离为 100㎜ 槽深厚度的 2/3 线条、封边条等表面光滑平整 骨架宽度、高度±1㎜ 工序 技术要求 等级 自检结果 规格 数量 木质门 (门扇)工艺流程单 1、工序流程中各班组、
排卡流程相关专题
- 多管排卡
- 房地产排卡流程
- 排卡流程
- 什么是排卡
- 买房排卡
- 什么叫排卡
- ppr排卡
- 不锈钢排卡
- 房地产排卡
- 房地产排卡方案
- 制度流程管理规定发布、作废、制定、审核、批准
- 中海地产广州公司精装修工程管理流程之工程管理资料
- 引进10000m^3/h空分设备的流程及安装特点
- 招标代理工作流程(20200730121318)
- 以浸没式超滤膜为核心的短流程净水工艺的应用与思考
- 制定、优化和监控产品线路标规划的流程、方法和工具
- 关于桉叶油素提取工艺流程设计
- 公路工程施工、桥涵施工工艺大全造桥机造桥工艺流程
- 工程项目管理流程图
- 工程部管理制度流程图
- 公路工程施工工艺大全路基工程砂垫层施工工艺流程图
- 公路工程施工隧道施工工艺大全小导管注浆工艺流程图
- 工程咨询设计企业增值业务流程导向知识流程模型
- 基于WorldView-Ⅱ城镇土地利用监测流程
- 工程项目用地、报建、施工、验收及产权取得系统流程图
- 基于Aerobook平台复合材料翼面结构设计流程
- 工程项目建设流程图