




PE给水管的几种连接方法 PE管材目前广泛的用途: 城镇、农村自来水管道系统 PE给水管卫生无毒、不结垢,更适合城市及农村供水主干管和埋地管,安全、 卫生、经济、施工方便,使用寿命长。 城镇燃气输送管道 由于 PE管具有较好的抗蠕变性和经济性, 以逐步取代墨筑管用于城镇燃气输送。 可置换水泥管、铸铁管和钢管 用于旧网改造工程,不用大面积开挖,施工方便,造价低,可广泛应用于老城区 管网改造。 工业原料输送管道 化工、化纤、食品、林业、制药、轻工、造纸、冶金等工业原料输送管。 园林绿化供水管网 园林绿化需大量输水管道, PE管的柔韧性和低成本,使之成为最佳选择。 污水排放用管材 PE管道具有高度抗应力、耐磨损和耐腐蚀性,可广泛应用于输送矿砂、煤灰及 河道清淤泥浆。 农用灌溉管道 PE管具有使用寿命长、性价比高,被广泛应用于海水淡化工程。 农村沼气管道 PE管内壁光滑、流量大、可跨道路施工,抗冲
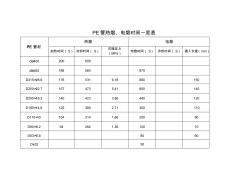
PE管热熔、电熔时间一览表 PE 管材 热熔 电熔 加热时间( S) 冷却时间( S) 对接压力 (MPa) 电熔时间( S) 冷却时间( S) 插入长度(mm) de400 200 600 de355 188 564 870 D315×28.6 176 531 6.18 880 150 D250×22.7 157 473 5.41 600 140 D200×18.2 140 423 3.86 440 120 D160×14.6 125 380 2.71 300 110 D110×10 104 314 1.86 200 90 D90×8.2 94 282 1.36 120 70 D63×5.8 80 60 De32 50 PE管 对应闸阀 1 无缝钢管 对应闸阀 de63 50 2 D22 20 de90 80 3 D32 25 de110 100 4 D48 40
热门知识
PE热熔端帽-
话题: 地产家居cy50439557
-
话题: 工程造价xiaobao516
精华知识
PE热熔端帽-
话题: 室内设计wangshaowen
最新知识
PE热熔端帽-
话题: 工程造价1030937192
-
话题: 地产家居dqgghh1022
-
话题: 地产家居yaoyue2008
PE热熔端帽相关专题
- 可胶粘pe泡沫材料的胶带
- 联塑pe给水管500多少钱一米
- 中财pe管110四通一个多少钱
- 中财PE管
- 铸铁管与PE管连接问题
- 自来水pe管价格大概多少
- 最新pe价格聚乙烯塑料
- 照明的PE线的算法
- 聚丙烯就是PE管材
- 聚乙烯管材PE和HDPE的区别
- 国际知名PE投资意向条款
- 利用PE管穿管技术改造中、低压铸铁管线工程实践总结
- 技术规范无缝钢管3PE级防腐招标货物及技术规范
- 冷热水用耐热聚乙烯PE-RT管道系统检验实施细则
- 可粘PP、PE、ABS、PVC、EPS等材料的胶水
- 内肋增强聚乙烯PE螺旋波纹管设计院上图标准说明
- 内肋增强聚乙烯PE螺旋波纹管的接管、稳管施工方法
- PE波纹管基础知识详解
- 聚乙烯PE土工膜防渗工程技术规范
- PE管和双壁波纹管的施工分部、分项、检验批质量验收表格
- PB管、PE-RT管、PP-R管等承插热熔连接操作步骤
- PE-RT管地暖施工工艺流程注意事项
- PE管道对接焊缝的X射线检测安庆特种设备监督检验中心
- PE管钢管供水管网施工方案培训讲义
- 承插PE管件的加工方法及生产标准PE管件的运输及贮存
- 地暖管、波纹管、PE给水管、PP-R管材检验项目及要求
- 制作大口径ф450、ф500、ф630PE管弯头