




阐述了利用系数法计算平均照度的方法及步骤,及该法在实际工程应用中的不便之处。以伊朗328球团工程水泵站为例,介绍并展示了DIALux照明设计软件在实际工作中的应用。
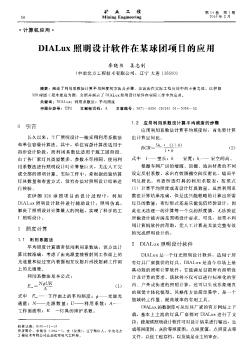
第6期 苏艳萍,等:LVC工作辊辊形窜辊补偿研究与应用 21 辊,可以将轧后带钢的凸度和平坦度控制在较合 理的范围内。 100 呈60 越 司 20 — 20 轧制序列 图 6 轧制单位内实测凸度和平坦度 Fig 6 Measured crown and flatness of strip in one roling unit ~ 一 凸度;—★一平坦度 40 20 0 - 20 4 结束语 应用二维变厚度有限元法分析了不同轧制过 程中LVC工作辊承载辊缝形状和承载辊缝凸度的 变化情况,建立了 LVC工作辊窜辊补偿策略,并将 其应用在板形 自动控制模型中。从现场实际轧制 的板形质量数据来看,该补偿策略可以明显改善 带钢的板形质量。 参考文献: [1]王仁忠,何安瑞,杨 荃,等.LVC工作辊辊型的板形 控制性能研究[J].钢铁,2006,
热门知识
球团项目 招标精华知识
球团项目 招标-
话题: 建筑设计139****1702
最新知识
球团项目 招标-
话题: 工程造价wangtonglei
-
话题: 建筑设计heyjoe1985
球团项目 招标相关专题
- 开关球阀好不好
- 开台球厅成本需要多少成本
- 开台球厅需要多大
- 开一个台球厅一般多少钱
- 蓝球架的国标尺寸怎样
- 蓝球场尺寸是多少
- 篮球板用多厚的钢化玻璃
- 篮球场标准尺寸是多少
- 篮球场翻新报价需要多少钱
- 篮球场护栏高度一般是多少
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 财政投资项目评审建设新机制
- 摄影测量实验课程项目化教学改革
- 亿阳信通中标环城高速公路晋江至石狮段机电工程项目
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 怡达快速电梯SCORE项目获国际劳工组织高度评价
- 云南省基础设施项目投资建设-回购(BT)合同范本
- 政府和社会资本合作(PPP)项目物有所值评价
- 中航格澜阳光花园一期门禁对讲建设项目施工组织设计
- 政府与社会资本合作(PPP)项目审计监督理论
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 应用清单招标与经评审的最低投标价法评标的几点思考
- 中国成达工程公司签订华塑100万t/aPVC项目
- 中国华电集团公司水电工程招标管理实施细则(试行)
- 云南璟成工程项目管理有限公司-招投标数据分析报告
- 招标控制价管理规定【辽住建发(2012)27号】