




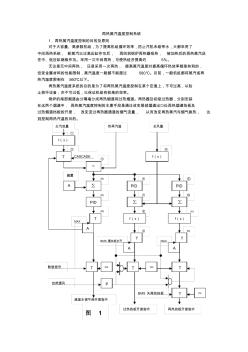
再热蒸汽温度控制系统 1.再热蒸汽温度控制的目的及原则 对于大容量、高参数机组,为了提高机组循环效率,防止汽机未级带水,大都采用了 中间再热系统, 新蒸汽以过高压缸作功后, 再回到锅炉再热器吸热, 被加热后的再热蒸汽送 往中、低压缸继续作功。采用一次中间再热,可使热经济提高约 5%。 无论是无中间再热, 还是采用一次再热, 提高蒸汽温度对提高循环热效率都是有利的, 但受金属材料的性能限制,蒸汽温度一般都不能超过 580℃。目前,一般机组都将蒸汽或再 热汽温度限制在 560℃以下。 再热蒸汽温度系统的目的是为了将再热蒸汽温度控制在某个定值上,不可过高,以防 止损坏设备;亦不可过低,以保证机组有较高的效率。 锅炉的尾部烟道由分隔墙分成再热烟道和过热烟道。再热器及初级过热器,分别安装 在这两个烟道中, 再热蒸汽温度控制的主要手段是通过改变尾部烟道出口处再热烟道挡板及 过热烟道挡板的开度, 改变流
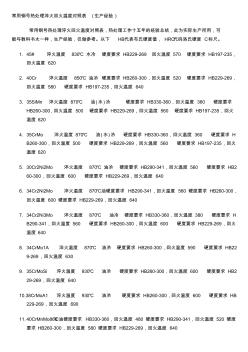
常用钢号热处理淬火回火温度对照表 (生产经验 ) 常用钢号热处理淬火回火温度对照表,热处理工作十五年的经验总结,此为实际生产所用,可 能与教科书太一样,生产经验,仅做参考。以下 HB代表布氏硬度值, HRC代码洛氏硬度 C标尺。 1. 45# 淬火温度 830℃ 水冷 硬度要求 HB229-269 回火温度 570 硬度要求 HB197-235, 回火温度 620 2. 40Cr 淬火温度 850℃ 油冷 硬度要求 HB260-300,回火温度 520 硬度要求 HB229-269, 回火温度 580 硬度要求 HB197-235,回火温度 640 3. 35SiMn 淬火温度 870℃ 油 (水 )冷 硬度要求 HB330-360,回火温度 360 硬度要求 HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560
热门知识
热处理温度控制设备精华知识
热处理温度控制设备-
话题: 地产家居cai269205582
-
话题: 地产家居aduzhulong
-
话题: 工程造价shuyanguo1
最新知识
热处理温度控制设备-
话题: 工程造价renhuan106
-
话题: 工程造价jc_jisdjrslh
热处理温度控制设备相关专题
- 空气能热泵报价大概是多少
- 空气能热泵多少钱一台
- 空气能热泵价格是多少
- 空气能热泵一匹多少钱
- 空气能热泵要多少钱
- 空气能热水器费用一般多少
- 空气能热水器要多少钱
- 空气能热水器一台多少钱
- 空气源热泵价格多少钱
- 空气源热泵工程造价多少钱
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 医院病房楼工程施工装饰装修工程施工控制
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 有源配电网设备利用率影响因子体系及其价值计算方法
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 正压送风对降低污水厂设备腐蚀的作用与实践(论文)
- 原材料(设备)合格证、试验报告汇总表碎石
- 智能建筑工程设计中的机电设备集成配置系统总体设计
- 新型的低压成套开关设备GGD型低压配电柜
- 智能化技术在电气工程自动化控制中的应用与实践研讨
- 智能建筑智能化工程名词解释-通信系统设备安装工程
- 智能建筑虚拟仪器监控系统与控制网络的接口技术
- 招标控制价管理规定【辽住建发(2012)27号】
- 政府投资工程类项目材料设备采购风险浅析及应对策略
- 执行设备工程监理规范提升地铁设备监理服务质量