





碳钢焊条牌号对照表 牌号 符合(相当)标准的焊条牌号 GB AWS JIS J350 J357 J420G E4300 J421 E4313 E6013 D4313 J421X E4313 E6013 D4313 J421Fe E4313 E6013 D4313 J421Fe13 E4324 E6024 D4324 J421Fe16 E4324 E6024 J421Fe18 E4324 E6024 J421Z E4324 E6024 J422 E4303 D4303 J422Y E4303 J422GM E4303 D4303 J422Fe E4303 D4303 J422Fe13 E4323 D4324 J422Fe16 E4323 J422Fe18 E4323 J422Z E4323 J422CrCu E4303 J422CuCrNi E4303
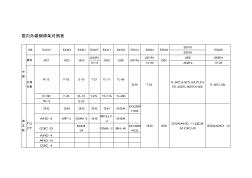
国内外碳钢焊条对照表 中 国 GB E4313 E4303 E4301 E4327 E4311 E4316 E5014 E5024 E5003 E5016 E5028 E5018 牌号 J421 J422 J423 J424Fe J425 J426 J501Fe J501Fe J502 J506 J506Fe 13~15 13~25 J506Fe 13~25 台湾 天泰 R-13 F-03 E-10 T-27 TC-11 TL-46 Э 50 T-24 TL-50TLH-50TL-50UTLF-5 0TL-50DTL-508TLH-508 TL-56TL-56L R-13D F-43 EL-10 T-27L TC-11A TL-46D TR-13 E-20 原 苏 联 ГО СТ Э42 Э46 Э42 Э42 Э42 Э42А E4332RR 11056
热门知识
碳钢气焊条价格-
话题: 装修工程aidsicemax
精华知识
碳钢气焊条价格-
话题: 装修工程wanjunc001
最新知识
碳钢气焊条价格-
话题: 装修工程haitian2000
-
话题: 装修工程jc_gxbhlwx
碳钢气焊条价格相关专题
- 冷拔低碳钢丝是什么钢筋
- 冷拔低碳钢丝网是什么钢筋
- 冷拨低碳钢丝代号是什么
- 冷轧板是碳钢么
- 中碳钢的碳含量是多少
- 轴承钢与碳钢的区分
- 铸钢(碳钢)和锻钢的区别
- 铸钢和低碳钢哪个适宜铸造
- 铸钢和碳钢材质有什么不同
- 铸铁和碳钢材质能焊接吗
- 中国漩涡气泵价格
- 中国热水管道增压泵价格行业十大立式自吸泵品牌首选
- 招标代理服务收费标准计价格[2002]1980号
- 征用集体土地涉及的土地及房屋拆迁补偿价格评估实践
- 关于转发水利工程供水价格核算规范(试行)通知
- 公路造价模板2016年3季度地方综合材料指导价格
- 公路造价模板2016价格信息11月价格(含税)
- 工程造价管理中工程材料价格
- 关于调整工程主要材料结算价格加强建设工程材料价格
- 关于建设工程工料机价格涨落调整与确定工程造价意见
- 各品牌商标锌锭最新价格表
- 工程量清单模式费用构成和国外建设工程项目价格构成
- 广州市政府信息化云服务平台采购目录及产品服务价格表
- 国家发展改革委发出通知做好成品油和电力价格调整工作
- 合理定价加强管理——关于招投标工程价格确定和管理
- 关于做好我市调整住房供应结构稳定住房价格工作通知
- 关于补充铁路工程建设材料预算价格材料项目通知