
- 首页 >
- > 小池焊条EA600W
更新时间:2026.07.27





J 4 2 2 焊 条 与 E 5 0 焊 条 的 区 别 J 4 2 2 的 强 度 为 4 2 0 M P A , 牌 号 是 E 4 3 0 3 。 E50** 强度在 500MPa ,常见的有 E5015 ,5016 等,相当于 J506 , J507 J是焊条牌号,中文结 jie(结构钢)的首拼。字母后边的参数包括强度、药皮、 电 源 种 类 等 。 E是焊条型号。 E 是表示焊条,后面的数字一般是 4位数,分别表示 12强度, 34 焊接位置和焊接电流种类和药皮类型。 焊条的型号与牌号有何区别 含条的型号是国家标准规定的,其含义包括药皮类型、合金类型、强度、适用焊 接电源等等,其分类很细。 焊条牌号是生产企业制定的相对比较通用的叫法。 如 焊条型号 E4303对应的牌号是 J422 常用的焊条有哪些牌号或是型号 母材是 Q235的,用 E4303(J422)焊条,母材是 Q
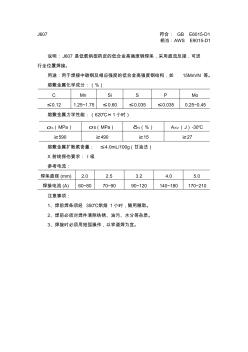
J607 符合: GB E6015-D1 相当:AWS E9015-D1 说明: J607 是低氢钠型药皮的低合金高强度钢焊条,采用直流反接,可进 行全位置焊接。 用途:用于焊接中碳钢及相应强度的低合金高强度钢结构,如 15MnVN 等。 熔敷金属化学成分:(%) C Mn Si S P Mo ≤0.12 1.25~1.75 ≤0.60 ≤0.035 ≤0.035 0.25~0.45 熔敷金属力学性能:(620℃×1小时) 熔敷金属扩散氢含量: ≤4.0mL/100g(甘油法) X 射线探伤要求: I 级 参考电流: 焊条直径 (mm) 2.0 2.5 3.2 4.0 5.0 焊接电流 (A) 60~80 70~90 90~120 140~180 170~210 注意事项: 1、焊前焊条须经 350℃烘焙 1小时,随用随取。 2、焊前必须对焊件清除铁锈、油污、水分等杂质。 3、
热门知识
小池焊条EA600W-
话题: 地产家居hannaijiaju
精华知识
小池焊条EA600W-
话题: 地产家居zhonghuacxf
-
话题: 室内设计wanglm5588
-
话题: 工程造价jc_汕尾市规划设计研究院
最新知识
小池焊条EA600W
专题概述
小池焊条EA600W知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关小池焊条EA600W最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:小池焊条EA600W
相关话题
相关资讯
小池焊条EA600W相关专题
- 卡套接头的安装方法
- 开窗帘店要考虑什么因素
- 开窗口是否影响整体消防
- 开窗帘店要自己会做
- 卡特挖掘机室内图片
- 开敞阳台装饰装修
- 开窗帘店利润大
- 开窗帘店要什么条件
- 开窗器的介绍
- 开关插座安装顺序
- 利用低相变点焊条熔修方法改善焊接接头疲劳强度试验
- 材料A320焊条E4303的作业指导书燃气城市发展公司
- 不锈钢焊条的型号及选用
- 钢板焊条电弧焊焊接接头残余应力有限元分析
- 钢筋连接试验报告、焊条剂合格证汇总表
- 常用焊条标准牌号型号照表碳钢不锈钢低合金结构钢低温钢
- 焊接试检验报告、焊条剂合格证汇总表表
- 微量B对440MPa级焊条熔敷金属低温冲击韧性的影响
- 大理石、萤石对不锈钢焊条熔滴过渡及熔滴中夹杂物的影响
- 不锈钢焊丝焊条的选用
- 不锈钢管、焊接钢管、铸铁管单位重量表以及电焊条规格表
- 钢筋连接试验报告、焊条(剂)合格证汇总评定表
- 06Cr19Ni10与Q345R焊条电弧焊焊接工艺
- 使用E5015/E5515焊条焊接铸铁泵壳及铸件
- TY-320铁路钢轨焊条及快速加热方式研制与应用
- 双电极焊条单弧焊的熔化特性Ⅰ双电极焊条的加热和熔化
- 奥氏体焊条AR617在1Cr5Mo钢管焊接中应用
- 不锈钢药芯焊丝MT-309F
- 哈氏焊条Inconel 600
- 不锈钢焊丝WEL FCW 316H
- 银焊条Ag501
- 电极钴基焊条STL-2
- 电极钴基焊条STL-21
- 电极钴基焊条STL-1
- 2%银焊片HL209
- 钴基焊条D802
- 水龙头FDL2002
- 莫拉-T挂墙式恒温淋浴龙头连软管及手持花洒(镀铬)标准
- 洗手盆单冷水龙头DN15
- 瓦伦娜浴缸淋浴龙头连软管,手持花洒和可摇头式挂墙支架(部分镀金)标准
- 佛罗娜挂墙式浴缸淋浴龙头连软管及手持花洒(部分镀金)标准
- 维多利亚挂墙式浴缸淋浴龙头连软管及手持花洒(镀铬)标准
- 摩洛丁-T挂墙式浴缸淋浴龙头连软管及手持花洒(镀铬)标准
- 莫拉台式四孔浴缸龙头连手持花洒(低出水嘴,镀铬)标准
- 莫拉-N挂墙式浴缸淋浴龙头连软管及手持花洒(镀铬)标准
- 莫拉台式四孔浴缸龙头连手持花洒(高出水嘴,部分镀金)标准
- 摩洛洁挂墙式淋浴龙头连软管及手持花洒(镀铬)标准
- 莫拉-N挂墙式淋浴龙头连软管及手持花洒(镀铬)标准
- 摩洛丁挂墙式淋浴龙头连软管及手持花洒(镀铬)标准
- 洛其卡挂墙式浴缸淋浴龙头连软管及手持花洒(镀铬)标准
- 洛其卡挂墙式淋浴龙头连软管及手持花洒(镀铬)标准
- 兰特挂墙式淋浴龙头连软管及手持花洒(镀铬)标准
- 摩爱挂墙式淋浴龙头连软管及手持花洒(镀铬)标准
- 摩图挂墙式浴缸淋浴龙头连软管及手持花洒(镀铬)标准
- 摩图挂墙式浴缸淋浴龙头连软管及手持花洒(部分镀金)标准
- 摩图挂墙式淋浴龙头连软管及手持花洒(镀铬)标准
- 摩爱挂墙式浴缸淋浴龙头连软管及手持花洒(镀铬)标准