




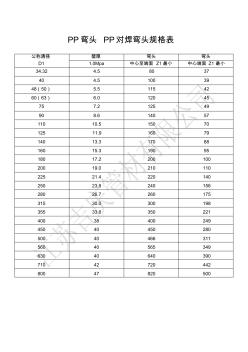
PP弯头 PP对焊弯头规格表 公称通径 D1 壁厚 弯头 弯头 1.0Mpa 中心至端面 Z1最小 中心端面 Z1 最小 34.32 4.5 80 37 40 4.5 100 39 48(50) 5.5 115 42 60(63) 6.0 120 45 75 7.2 125 49 90 8.6 140 57 110 10.5 150 70 125 11.9 160 79 140 13.3 170 88 160 15.3 190 95 180 17.2 200 100 200 19.0 210 110 225 21.4 220 140 250 23.8 240 156 280 26.7 260 175 315 30.0 300 198 355 33.8 350 221 400 38 400 249 450 40 450 280 500 40 466 311 560 40 565 349 63
![90°弯头内壁整体堆焊[1]](https://files.zjtcn.com/group1/M00/7F/F6/CgoBZ2A9t_qAD_oIAABKdwdKVoU981.jpg)
制 造 与 安 装 90°弯头内壁整体堆焊 张圆磊 (上海石化机械制造有限公司 ,上海 200540) 摘 要:90°弯头的内壁堆焊是加氢反应器的制造难点之一 。目前通常是采取将 90°弯头分为 3段, 各段分别堆焊后装配在一起 ,再对连接缝进行组焊和堆焊的制造工艺 。该工艺不仅繁琐 ,而且质量 不易控制 。为了解决这个制造难题 ,在现有堆焊设备和焊接变位机的基础上 ,通过开发一些简单的 辅助工装 ,成功实现了 90°弯头的内壁整体堆焊 。并详细介绍了 90°弯头的制造难点 、内壁整体堆 焊的原理及对辅助工装的要求 。 关键词 :90°弯头;堆焊;12Cr2Mo1R;药芯焊丝熔化极气体保护焊 ;焊接 中图分类号 :TH16;TG455 文献标识码 :B 文章编号 :1001-4837(2013)07-0072-05 doi:10.3969/j.issn.1001-4837.2013
热门知识
46°弯头对焊-
话题: 地产家居zhufuni0801
精华知识
46°弯头对焊-
话题: 室内设计zbj张123456
-
话题: 装修工程leigongyu11
-
话题: 装修工程zn376937564
最新知识
46°弯头对焊-
话题: 室内设计zhuchong12
-
话题: 地产家居qinfang1117
46°弯头对焊相关专题
- 最新版jgj46和GB50194规范
- 二氧化钛含量46%价格
- g41f46与g41fs隔膜阀的区别
- 46号机械油1升是多少斤
- 46号液压油多少钱一桶
- 46级配砂石回填
- 46寸液晶拼接屏建设方案
- 46寸液晶拼接屏宽多少厘米
- 46级配砂石
- 46寸液晶拼接屏尺寸是多少
- 基于LQR剪切—闪光对焊机位置伺服控制建模与仿真
- 钢筋项目工程钢筋闪光对焊工艺标准
- 平焊与对焊法兰的区别
- 钢制法兰和对焊连接闸阀中文版
- 钢筋焊接电渣压力焊、气压焊、闪光对焊接头
- 残余应力分布对焊接不锈钢工字形截面梁整体稳定性能的影响
- 带颈对焊法兰重量参考
- AMESim的剪切—闪光对焊机最优控制器设计
- 304不锈钢带颈对焊法兰(GB9115-2000)
- GB91151-2000平面、突面对焊钢制管法兰
- HG20527-1992不锈钢突面对焊环钢制管法兰
- PP管FRPP管及管件的焊接方式(承插对焊)
- SAC105掺Ni焊球对焊接点强度与可靠性的影响
- 分子筛型与KG型复合添加剂对焊丝化学镀铜质量影响
- 复合钢管中镍基合金喷焊层对焊缝裂纹敏感性的影响
- 对焊机电气原理与故障分析
- 噶米基础钢筋焊接电渣压力焊闪光对焊技术交底