




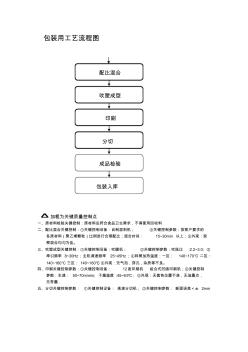
包装用工艺流程图 加粗为关键质量控制点 一、原材料检验关键控制:原材料应符合食品卫生需求,不得使用回收料 二、配比混合关键控制:①关键控制设备:自制混料机; ②关键控制参数:按客户要求的 各原材料(聚乙烯颗粒)比例进行合理配比;混合时间: 15~30min 以上;③外观:观 察混合均匀为佳。 三、吹塑成型关键控制:①关键控制设备:吹膜机; ②关键控制参数:吹胀比 :2.2~3.0; ③ 牵引频率 8~30Hz;主机调速频率 25~45Hz;④料筒加热温度:一区: 140~170℃ 二区: 140~160℃ 三区: 140~160℃;⑤外观:无气泡,穿孔,杂质等不良。 四、印刷关键控制参数:①关键控制设备: 12座印刷机 组合式凹版印刷机;②关键控制 参数:车速: 50~70m/min; 干燥温度 :45~65℃ ; ③外观:无套色位置不准,无油墨点, 无带墨 . 五、分切关键控制参数:


热门知识
标准工艺流程图-
话题: 工程造价tiamoweiwei
精华知识
标准工艺流程图-
话题: 建筑设计ERIC_DONGBO
最新知识
标准工艺流程图-
话题: 建筑设计liu8267023
-
话题: 建筑设计hj414601963
标准工艺流程图相关专题
- 土地开发整理项目标准
- 二级工程项目标准是什么
- CFG桩检测项目费用标准
- 2019政府公开招标标准
- 2019年项目部关键岗位人员配备标准
- 环境管理体系标准2019
- 村镇规划标准2019
- 城市规划制图标准2019
- 镇规划标准2019
- 2019风电项目招标标准
- 振冲碎石桩地基加固技术在椒江标准海塘工程中的应用
- 引入PPP模式的高标准农田建设及财政支持体系创新
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 基于CMOS工艺的二维风速传感器的设计和测试
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 制定机械加工劳动定额切削用量时间标准若干问题
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 以提升安全质量管理水平为目标的施工现场标准化建设