





工序名称:下 料 产 品 型 号 工艺装备 工序质量管理点 产 品 名 称 设备 型号 35T冲床 序 号 控制项目 技术要求 控制手段/检测工具 检验方案 重要性 零(部)件图号 名称 冲床 自检 专检 A B C 零(部)件名称 夹具 编号 1 重量 G 下料重量表或 产品流程卡 天平秤 5只/ 半小时 5次 /班 1 只/次 √ 材 料 牌 号 名称 专用下料模具 工 序 编 号 DL-01-01 工位 器具 编号 2 直径 d 下料重量表或 产品流程卡 0-25 外径千分尺 2 只/小时 2次 /班 2 只/次 √ 车 间 下料车间 名称 铁箱 操 作 规 范 作 业 前 准 备 工 作 内 容 1、员工穿戴好工作服,做好防护。 2、熟悉工艺文件和工作要求。 1 设定工件下料长度 8 2 按 35T冲床操作要求启动设备,并检查设备运行是否正常 9 3 工件下料,测量首
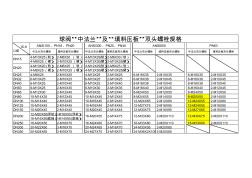
中法兰双头螺栓 填料压板双头螺栓 中法兰双头螺栓 填料压板双头螺栓 中法兰双头螺栓 填料压板双头螺栓 中法兰双头螺栓 填料压板双头螺栓 4-M10X25 (软) 2-M6X30 ( 软) 4-M10X25(软)2-M6X30 (软) 4-M8X25 ( 硬) 2-M10X25 ( 硬) 4-M12X30(硬)2-M10X25(硬) 4-M10X20 (软) 2-M6X25 ( 软) 4-M12X25(软)2-M6X25 (软) 4-M8X25 ( 硬) 2-M10X25 ( 硬) 4-M12X30(硬)2-M10X25(硬) DN25 4-M8X25 2-M10X25 4-M12X25 2-M10X25 6-M16X35 2-M10X35 6-M16X35 2-M10X35 DN32 6-M10X25 2-M10X25 6-M10X25 2-M10X25 6-M16X38
热门知识
单头螺栓规格-
话题: 工程造价weifang1234
精华知识
单头螺栓规格-
话题: 项目管理wuliuye1655
-
话题: 室内设计bqrmfntxgt
最新知识
单头螺栓规格-
话题: 装修工程hongan6666
-
话题: 室内设计xiabin3399
单头螺栓规格相关专题
- 履带式单头岩石破碎机价格
- 单头弯管机
- 单头镀锌螺栓
- 单头全自动端子机
- 珠三角单头端子机
- 瑞高单头电热管
- 单头外牙
- 不锈钢单头外丝
- 单头外丝直接
- 单头销钉
- 整流变压器技术规格书(2016.7.5定稿)资料
- 圆钢管通用规格表(20201009124910)
- 工艺场站及阀室地上管道及设备外防腐层材料技术规格书
- 各种石材干挂AB胶包装规格
- 国标无缝钢管规格表(D外径壁厚-国标无缝钢管壁厚表
- 基坑支护计算中查表选择排桩配筋腰梁型钢规格建议
- 开关型单联电位器RK097111202Q选型规格书
- 林业工程造林整地规格及应用条件
- 接触器种类及规格
- 家装电线规格和要求
- 透明导电玻璃产品规格书
- 配线架价格行情走势工程造价规格型号大全
- 插板阀价格行情走势工程造价规格型号大全
- 英制钢管尺寸规格表
- 腻子胶价格行情走势工程造价规格型号大全
- 樟子松防腐木常用规格
- 开式冷却塔技术规格书