




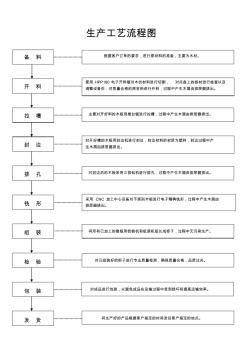
生产工艺流程图 备 料 开 料 拉 槽 封 边 排 孔 铣 形 组 装 检 验 包 装 发 货 根据客户订单的要求,进行原材料的准备,主要为木材。 将生产好的产品根据客户指定的时间发往客户指定的地点。 使用 HPP180 电子开料锯对木状材料进行切割, 对托盘上的板材进行检查以及 调整设备后,对质量合格的原材料进行开料,过程中产生木屑由排层器排出。 将所有已加工的散板用铰链机和组装机组长成柜子,过程中无污染生产。 主要对开好料的木板用推台锯进行拉槽,过程中产生木屑由排层器排出。 采用 CNC 加工中心设备对不规则木板进行电子精确铣形,过程中产生木屑由 排层器排出。 对开好槽的木板用封边机进行封边,封边材料的材质为塑料,封边过程中产 生木屑由排层器排出。 对已组装好的柜子进行专业质量检测,确保质量合格,品质过关。 对封边后的木板采用三排钻机进行排孔,过程中产生木屑由排层器排出。 对成品进行包
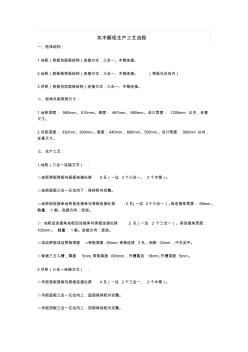
实木橱柜生产工艺流程 一、柜体结构: 1.地柜(旁板包底板结构)连接方式:三合一、木销连接。 2.地柜(底板拖旁板结构)连接方式:三合一、木销连接。 (旁板孔位向内) 3.吊柜(旁板包顶底板结构)连接方式:三合一、木销连接。 二、柜体外型常规尺寸: 1.地柜深度: 560mm、510mm。高度: 667mm、 680mm。设计宽度: 1200mm 以内,任意 尺寸。 2.吊柜深度: 330mm、300mm。高度: 640mm、680mm、700mm。设计宽度: 900mm 以内, 任意尺寸。 三、生产工艺: 1.地柜(三合一连接方式) : ☆地柜旁板旁板与底板连接处排 5 孔(一边 3 个三合一、 2 个木销)。 ☆地柜底板三合一孔位向下,保持柜内完整。 ☆地柜前连接条地柜前连接条与旁板连接处排 2 孔(一边 2个三合一)。前连接条宽度: 68mm。 数量: 1 根。连接方向:竖放。 ☆
热门知识
定制橱柜流程图精华知识
定制橱柜流程图-
话题: 装修工程laphonglixia
-
话题: 地产家居zaqxswcde174
-
话题: 工程造价youshiqingge
-
话题: 工程造价yuanyubin999
最新知识
定制橱柜流程图-
话题: 地产家居jian1980526
-
话题: 电气工程haihang136
定制橱柜流程图相关专题
- 哪里有壁布定制
- 定制吊灯
- 定制水晶灯
- 定制客厅柜诺衣柜
- 定制办公柜
- 定制客厅柜兰衣柜
- 定制家具知乎
- 澳洲定制房产
- 整体实木定制装修
- 个性化定制装修
- 工程项目用地、报建、施工、验收及产权取得系统流程图
- 工程项目建设流程图
- 公路工程施工工艺大全路基工程光面爆破施工工艺流程图
- 建筑施工单位夜间作业产生环境噪声污染行政处罚流程图
- 排污许可证核发流程图
- 常用分项工程施工流程图以上结构工程施工程序
- 厨房装修步骤小厨房整体橱柜设计注意事项
- 地震观测环境保护范围内的建设工程项目的许可运行流程图
- 仓房维修改造进行指导、管理、监督检查和验收工作流程图
- 厨房装修之橱柜拉篮攻略
- 高层住宅楼暖通与水电安装工程监理细则流程图
- 工程部流程图汇总
- 公路工程施工、桥涵施工工艺大全挖孔桩施工工艺流程图
- 施耐德电气定制新能源规划新生活新能源行业解决方案
- 安全生产管理流程图
- 房地产开发报批报建流程、项目投资可行性分析流程图
- 公路工程施工隧道施工工艺大全微震爆破施工工艺流程图